In deze print guide willen we alle nuttige informatie en hulpmiddelen verzamelen die jij kunt gebruiken om de kwaliteit van jouw 3D-prints te verbeteren. We zijn begonnen met onze troubleshoot guide met meer dan 25 van de meest, en wat minder, voorkomende problemen met 3D printen.
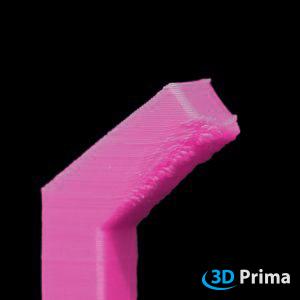
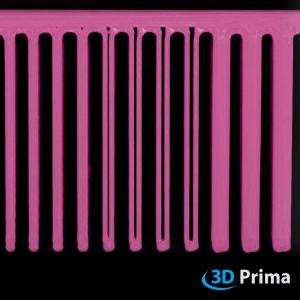
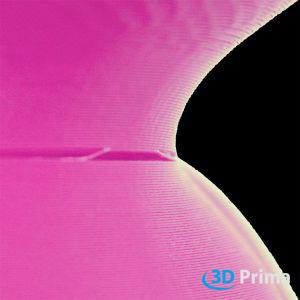
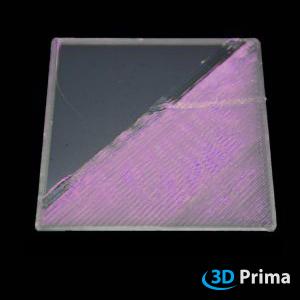
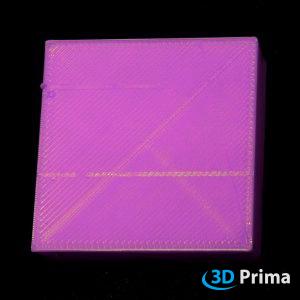
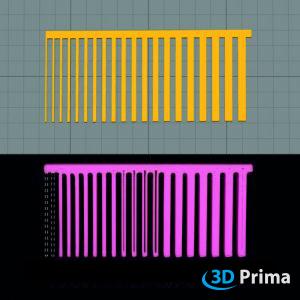
Het is niet gemakkelijk om een perfect resultaat te krijgen met “perfecte” overhang. Het hangt af van het materiaal, de printer die je gebruikt en van je afdrukinstellingen, welke overhang hoeken mogelijk zijn om te printen. Meestal is het mogelijk om een hoek van ongeveer 45 graden af te drukken. Bij FDM / FFF 3D-printen moet elke laag op een andere worden gezet. Het is duidelijk dat je niet in de lucht kunt printen en daarom moet je op een aantal punten letten voordat je begint met printen. Perfecte plaatsing, het toevoegen van een ondersteunende structuur of het verdelen van het onderdeel in meerdere stukken, zijn veelvoorkomende manieren om je 3D-print te optimaliseren. Je kunt een overhang-testmodel gebruiken, zoals dat uit het Make Magazine. Download link: http://www.thingiverse.com/thing:533472/#files
EEN ONDERSTEUNENDE STRUCTUUR TOEVOEGEN
Een gemakkelijke manier om betere resultaten te krijgen zijn ondersteunende structuren. We kunnen niet aanbevelen welke instellingen het beste zijn, omdat ze veranderen als je de laaghoogte of het materiaal verandert. We raden aan om te beginnen met de standaardinstellingen in je slicer-programma, als je deze moet wijzigen, probeer je het opnieuw en herhaal je de try-and-error-methode.
Houd er rekening mee dat ondersteunend materiaal extra afdruktijd kost, daarom kan optimalisatie van de plaatsing soms een betere oplossing zijn.
LAAGHOOGTE VERKLEINEN
Om je afdruk van mislukte overhangsels te voorkomen of om de ondersteuningsstructuur te verminderen, is het ook mogelijk om de laaghoogte in je slicersoftware te verminderen.
KOELVENTILATOR
Om grotere hoeken te realiseren, moet je materiaal na het printen vrij snel afkoelen. Als je printer een gedeeltelijke koelventilator heeft, moet je deze activeren of de ventilatorsnelheid verhogen. Controleer ook of de ventilator en ventilatiegleuf in de juiste positie staan (controleer, dat de lucht je onderdeel afkoelt en nergens anders heen gaat).
Sommige materialen hebben een extreem lage viscositeit bij printtemperaturen en daarom moet je ze printen met hoge printsnelheden en een gedeeltelijke koelventilator.
PAS DE AFDRUKSNELHEID AAN
Zoals vaak is het een combinatie tussen afdruksnelheid en extrudertemperatuurinstellingen om de beste resultaten voor overhang te krijgen. Een algemene oplossing kunnen wij je niet geven, omdat deze verschilt van materiaal tot materiaal, van printer en koelventilator. We raden aan om overhang-printtests uit te voeren om je instellingen te optimaliseren en om uit te zoeken welke hoeken van overhangs mogelijk zijn. Je kunt een overhang-testmodel gebruiken, zoals dat uit het Make magazine, download.download Enkele aanvullende tips: We raden een iets hogere afdruksnelheid aan bij het afdrukken van overhangs.
PAS DE NOZZLE TEMPERATUUR AAN
Zoals vaak is het een combinatie tussen printsnelheid en nozzle-temperatuurinstellingen om de beste resultaten voor overhang te krijgen. We kunnen je geen algemene oplossing geven, omdat verschillende materialen, printers en koelventilatoren voor onderdelen het resultaat van de overhang sterk beïnvloeden. We raden aan om de overhang te blijven testen om je instellingen te optimaliseren en om uit te zoeken welke hoeken van overhang mogelijk zijn.
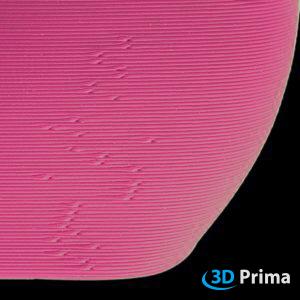
Je 3D-printer moet tijdens het extruderen vaak van bewegingsrichting veranderen. Als de instellingen voor “retraction” (terugtrekking) niet zijn geoptimaliseerd, kan dit leiden tot defecten op het oppervlak van je afdruk. Soms worden deze vervormingen ook wel “zits” of puisten genoemd.
RETRACTION AANPASSEN
Retraction is het naar achteren trekken van je filament tijdens het printproces. Wanneer de hotend van je 3D-printer naar een nieuwe locatie gaat (extruder beweegt zonder te extruderen) kunnen er strings ontstaan, omdat het gesmolten filament uit de nozzle druipt. Dit kan worden verbeterd door het filament terug te trekken op het moment dat je hotend stopt met extruderen.
Zorg er eerst voor dat je retraction hebt ingeschakeld. De tweede stap is het optimaliseren van de retraction-instellingen, zoals retraction – distance and speed.
RETRACTION AFSTAND
De afstand bepaalt hoeveel het filament van de nozzle wordt teruggetrokken. Het hangt van je printer af wat de beste afstand is. Probeer het uit door twee kubussen te printen die 40 mm van elkaar verwijderd zijn op de bouwplaat. Je kunt zien hoeveel filament er lekt wanneer de printer van bukus naar bukus gaat. Vergroot de retraction distance (afstand) met 0,5 mm per keer en bekijk welke invloed dat heeft. Voor de meeste printers geldt een afstand tussen 1 en 5 mm voor goed resultaat.
RETRACTION SNELHEID
Ook de retraction speed (terugtreksnelheid) is een belangrijke instelling die van invloed is op je print. Als het filament te snel terugtrekt, kan het filament loskomen van het geprinte deel. Als het te langzaam terugtrekt, kan de nozzle lekken voordat het afdrukken op de nieuwe positie begint. Voor de meeste printers moet de retraction speed tussen 20-100 mm/s of 1200-6000 mm/min liggen.
Probeer het uit door twee kubussen af te drukken die 40 mm van elkaar verwijderd zijn en verhoog de retraction speed met stappen van 20 mm/s of 1200 mm/min en controleer de prestaties.
NOZZLE SCHOONMAKEN
Soms ontstaan er klodders als er filamentresten op je nozzle zitten. Nieuw bedrukt filament kan de resten opvangen en kan defecten in je print veroorzaken.
SELECTEER STARTPUNT
Een veelvoorkomende probleem is kleine klodders of knopjes aan het begin van de print. Deze volledig elimineren kan erg moeilijk zijn. Een makkelijke oplossing is om een nieuw startpunt te kiezen. Je slicersoftware is niet “intelligent” genoeg om de voor- of achterkant van uw print niet herkennen. Door zelf het startpunt te selecteren, kun je de printer laagwijzigingen laten aanbrengen op de achterkant, waar het misschien minder zichtbaar is.
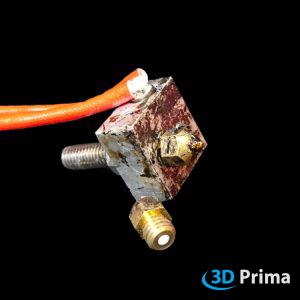
Een nozzle moet gedurende zijn levensduur enkele kilo's plastic extruderen. Na verloop van tijd is de kans groot dat de nozzle verstopt raakt. Deze opstoppingen of verstoppingen komen meestal omdat iets de nozzle blokkeert en het plastic er niet vrijuit uit kan vloeien. De eerste keer dat dit gebeurt kan het misschien vervelend zijn, maar er zijn een aantal eenvoudige stappen die het probleem kunnen oplossing.
COLD PULL
Een cold pull werkt het beste met gladde, zachte materialen, zoals nylon filament.
Verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen. Wat we aanraden is om de hotend in te stellen op 110, 120°C en gewoon aan het filament te blijven trekken terwijl de hotend opwarmt totdat de blokkade er in één keer uit “ploft”.
Knip vervolgens het stuk wat de blokkade veroorzaakte van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
NAALD OF DRAAD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig, zodat je kunt proberen de verstopping te verwijderen. Je hebt een naald of draad nodig die klein genoeg is om in de nozzle te passen, meestal 0,4 mm. We raden af om in plaats van naald of draad een boor te gebruiken, omdat deze gemakkelijker breekt dan massieve naalden en, het ergste van alles, de nozzle permanent kan beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op de normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je zich niet brandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je filament door de verstopping duwt, glijdt het filament samen met het filament dat de verstopping veroorzaakte door de nozzle. Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.
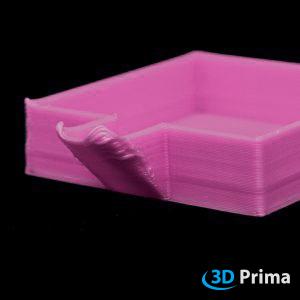
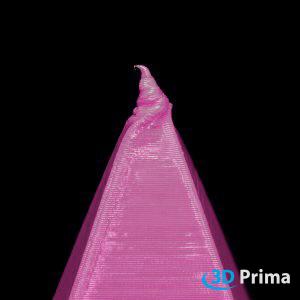
Sommige gebieden op de print hebben vergelijkbare problemen als met overhangende objecten. Vervormingen en draden/snaren hangen buiten het object. Het probleem wordt ook wel vervormingen bij overhangsels genoemd. Dit gebeurt wanneer het onderdeel niet goed genoeg gekoeld is en de extrusie temperatuur te hoog is.
PAS DE TEMPERATUUR VAN DE NOZZLE AAN
Verlaag de temperatuur van de nozzle met 5-10°C en geef het plastic tijd om af te koelen. Hierdoor zal de hotend de laag niet vervormen.
KOELENDE WAAIER
Om vervormingen te voorkomen kun je ook de waaier snelheid verhogen. Het plastic verhard dan sneller zodat de volgende laag niet vervormd wordt voordat het gekoeld is.
Vervormingen komen bijna altijd voor op dunne punten of op uiteinden. De belangrijkste reden hiervoor is een te hoge temperatuur voor het filament dat je gebruikt. De geprinte delen zien er vaak overgeëxtrudeerd uit, in sommige gevallen lijkt het bijna alsof het model is gesmolten. Als de temperatuur te hoog is blijft het plastic plakken aan de binnenkant van de nozzle. Door een goede balans tussen temperatuur, snelheid en koeling krijg je het plastic in de juiste vorm.
PAS DE NOZZLE TEMPERATUUR AAN
Wanneer jouw print eruit ziet als gesmolten chocolade en de lagen zijn niet duidelijk zichtbaar of over elkaar heen gesmolten, dan is dit een duidelijk teken dat er een te hoge temperatuur wordt gebruikt. Probeer de temperatuur van de nozzle te verlagen.
KOELVENTILATOR
De temperatuur is te hoog voor het materiaal dat je gebruikt. Verlaag de temperatuur of controleer of de koelventilator aan staat en goed is ingesteld.
PAS DE PRINTSNELHEID AAN
Als je met een lage snelheid print, dan blijft er soms plastic achter in de nozzle. Dit heeft als gevolg dat de druk oploopt en er met momenten te veel plastic uit komt lopen. Probeer de snelheid van het printen te verhogen of de temperatuur te verlagen.
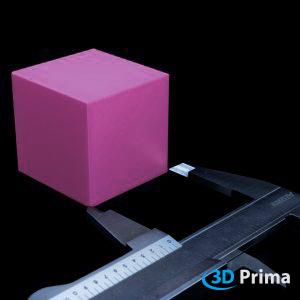
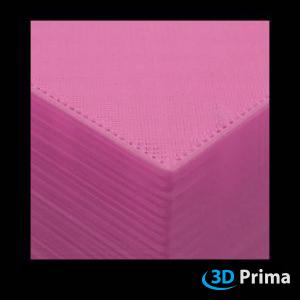
Nauwkeurigheid is belangrijk als je onderdelen wilt bouwen die precies in elkaar moeten passen. Het krimpen van het kunststof speelt hierbij een belangrijke rol waar je rekening mee moet houden. Voor een zo goed mogelijk resultaat, kun je de extrusie vermenigvuldiger of de extrusie breedte instellen. Ook de hoogte van de eerste laag of een constante maatfout van de printer kan een probleem zijn.
PAS DE HOOGTE VAN DE EERSTE LAAG AAN
Voor maatnauwkeurigheid is het noodzakelijk om de eerste laag correct in te stellen. Breng veranderingen dus in kleine stappen aan. Als het lager is ingesteld dan de eerste laag zou moeten zijn, zal er te veel plastic uit de nozzle komen. Deze fout zal zich dan blijven herhalen voor de volgende 10-20 lagen. Dit zal leiden tot te grote lagen.
EXTRUSIE VERMENIGVULDIGER
Voor maatnauwkeurigheid is de hoeveelheid geëxtrudeerd materiaal een belangrijke factor die het succes van je print kan bepalen. Begin bij een extrusie vermenigvuldiger van 1, en als er te veel plastic wordt geëxtrudeerd, verlaag het dan in stappen van 5%. Het hangt af van welk materiaal je gebruikt, welke printer en van de nozzle diameter, hoe makkelijk de vloeistof eruit stroomt.
WIJZIG DE EXTRUSIE BREEDTE
Een juiste extrusie breedte is noodzakelijk voor een hoge nauwkeurigheid. Als de extrusie te breed of te klein wordt ingesteld, wordt het hele onderdeel groter of kleiner dan gewenst. Om dit probleem te voorkomen, moet je de extrusie breedte met dezelfde diameter instellen als van de nozzle.
SCHAAL VAN HET ONDERDEEL
Schaal de tekening van het onderdeel iets groter om het krimpeffect van het plastic te compenseren. Wanneer het onderdeel geprint is, meet de print dan op en pas de schaal van de tekening waar nodig aan.
HORIZONTALE GROOTTE COMPENSATIE
Deze optie kan worden gebruikt als de offset van de X- en Y-as niet precies zijn gedimensioneerd. De nauwkeurigheid kan worden getest met geprinte onderdelen, die moeten worden gemeten in X- en Y-afmetingen, na het aanpassen van de slicer settings.
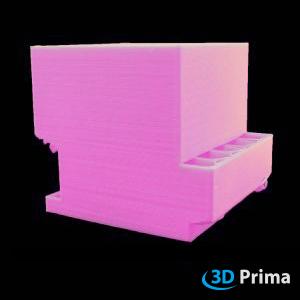
Een olifantenvoet is een klein uitstaand extra stuk print aan de onderkant, wat daar niet hoort te zitten.
PAS DE EERSTE LAAG AAN
Je kunt de instellingen van de slicer gebruiken om alleen de hoogte of extrusiesnelheid voor de eerste laag te verhogen. Wees voorzichtig, want de laaghoogte heeft ook invloed op de hechting op het printbed. Probeer het uit met intervallen van 5%. Als de hoogte van de eerste laag te laag is of de extrusiesnelheid te hoog, drukt het plastic tegen het printbed en drukt het uit de opening tussen de nozzle en het printbed. Het resultaat is de typische uitstaand extra stuk print aan de onderkant van de print, naast het oppervlak.
ONTWERP EEN AFSCHUINING
Je kunt het constructie programma gebruiken om een afschuining toe te voegen aan de randen aan de onderkant van het onderdeel.
Let op, niet altijd wordt de echte onderkant van je onderdeel op het printbed geplaatst. Pas de kant van je onderdeel die je plaatst aan op het printbed. Om een olifantenpoot te voorkomen moet deze afschuining vrij klein zijn.
Deze oplossing is alleen bedoeld voor gebruikers die weten hoe ze onderdelen moeten construeren en die .stl-bestanden moeten maken.
NIVEAU PRINTBED
Om je printbed waterpas te zetten en de hoogte van je nozzle goed in te stellen, volg je de instructies van je 3D-printer.
Om de juiste of een nauwkeurigere hoogte van de nozzle in te stellen, stelt je de juiste nulpositie voor de Z-as in. Dit om vervormingen te verminderen, een olifantenpoot weg te werken, maar ook om de juiste hoeveelheid bij de eerste laag te extruderen. De meeste 3D-printers hebben geen manier om te detecteren wanneer de nozzle het printoppervlak raakt. Ze vertrouwen alleen op een eindstop of een aparte sensor om het printbed te meten. Voor beide gevallen moet je de nulstand meestal handmatig instellen. De exacte procedure verschilt van printer tot printer, maar het algemene idee is meestal hetzelfde: Zorg ervoor dat de nozzle schoon en idealiter verwarmd is, zodat eventuele overblijfselen door het papier worden weggeveegd.
Gebruik een dun stuk papier voor stijvere bedden (ongeveer 90 g per m2 of 0,1 mm dikte) en dikker papier voor verende bedden (ongeveer 300 g per m2 of 0,25 mm dikte, bijvoorbeeld een visitekaartje).
Pas de eindstop of sensor offset aan totdat je een lichte weerstand voelt bij het rondschuiven van de kaart wanneer de printer zich in de nulpositie voor de Z-as bevindt. De meeste printers hebben een semi-automatische modus, waarbij de printkop naar verschillende gedefinieerde plekken op het printoppervlak gaat en je de nozzlehoogte handmatig moet instellen. Als dat niet het geval is, begin dan in het midden van het bed voor een eerste grove aanpassing. Baan je een weg rond het bed en herhaal dit voor elk aanpassingspunt. Verplaats de printkop zo dicht mogelijk bij de afstellers en pas ze aan totdat je een gelijkmatige weerstand krijgt met de kalibratie kaarten.
Het schuren van filament gebeurd wanneer het filament niet of te langzaam voort kan bewegen en het tandwiel blijft spinnen, waardoor het plastic opraakt en er geen plastic meer over blijft. Soms zul je ook een klikkend geluid horen van de tandwiel.
SLIPPINDE EXTRUDER
Alle FDM 3D-printers gebruiken een klein aandrijftandwiel dat het filament vastpakt en tegen een lager of een ander aandrijftandwiel drukt. Dit aandrijftandwiel heeft scherpe tanden, waardoor het het filament kan vastgrijpen. Als het filament niet kan bewegen, blijft het aandrijftandwiel draaien en slijpt het alle plastic van het filament weg zodat er niets meer over is voor de tanden van het tandwiel om zich aan vast te grijpen.
Als dit op jouw printer gebeurt, zie je meestal veel kleine plastic snippers van het filament. Je merkt misschien ook dat de motor van de extruder draait, maar dat het filament niet in de hot-end wordt geduwd.
Om dit probleem op te lossen, kun je het volgende proberen:
De nozzletemperatuur met 5-10 graden te verhogen, zodat het plastic gemakkelijker stroomt.
De afdruksnelheid wijzigen, als de extruder probeert het filament sneller door de nozzle te duwen dan de hotend het kan smelten. Verlaag het met 30% om te zien of het probleem is opgelost.
Als de extruder slipt, zorg er dan voor dat het aandrijftandwiel van de extruder schoon is, omdat de plastic snippers de tanden van het aandrijftandwiel kunnen opvullen. Als dit gebeurt, is de kans groter dat het aandrijftandwiel weer slipt.
PAS DE TEMPERATUUR VAN DE NOZZLE AAN
Als je merkt dat de extruder het soms moeilijk heeft om het filament door de hotend te duwen, komt dat misschien omdat je nozzle te koud is, probeer dan de temperatuur met 5-10 graden te verhogen zodat het plastic gemakkelijker stroomt.
PAS DE AFDRUKSNELHEID AAN
Als je te snel afdrukt, kan het filament gaan schuren. Door de printsnelheid te verlagen, hoeft de motor van de extruder minder snel te draaien, omdat het filament gedurende een langere periode wordt opgewarmd. De langzamere rotatie van de extrudermotor kan schuurproblemen helpen voorkomen. Hetzelfde gebeurt met de verschillende assen, als de afdruksnelheid te hoog is, moeten de motoren veel sneller accelereren en vertragen, dit kan trillingen en slecht uitziende details veroorzaken. Als je aan het printen was met 3600 mm/min of 60 mm/s (de meest gebruikelijke printsnelheid), probeer die waarde dan met 50% te verlagen tot 1800 mm/min of 30 mm/s om te zien of het schuren van het filament verdwijnt of de printkwaliteit verbetert . Als dit niet het geval is, is het zeer waarschijnlijk dat het een ander probleem is. Als het lukt, probeer dan de printsnelheid in kleine stapjes te verhogen tot je de beste balans vindt tussen een goede kwaliteit en printsnelheid.
RETRACTIE AANPASSEN
Te krachtige retractie-instellingen kan schuren van filament veroorzaken. Probeer de retractie snelheid met 50% te verminderen en controleer of dat het filament schuren beïnvloedt. Zo ja, dan hebben we enkele aanbevelingen:
RETRACTIE SNELHEID
De retractie snelheid is een belangrijke instelling die van invloed is op je print. Als het filament te snel terugtrekt, kan dit filament schuren veroorzaken of kan het filament loskomen van het gesmolten deel. Als het te langzaam terugtrekt, kan het de nozzle gaan lekken voordat het afdrukken op de nieuwe positie begint. Voor de meeste printers moet de retractie snelheid tussen 20-100 mm/s of 1200-6000 mm/min liggen.
Probeer het uit door twee kubussen te printen die 40 mm van elkaar verwijderd zijn en de retractie snelheid te verhogen met stappen van 20 mm/s of 1200 mm/min en controleer de beste prestaties.
RETRACTIE AFSTAND
De retractie afstand bepaalt hoeveel het filament van de nozzle wordt teruggetrokken. Het hangt van je printer af wat de beste afstand is. Probeer het uit door twee kubussen te printen die 40 mm van elkaar verwijderd zijn en de retractie afstand met 0,5 mm te vergroten en de beste prestaties te bewaken. Voor de meeste printers moet de retractie afstand tussen 1 en 5 mm liggen.
Retractie is het naar achteren trekken van je filament tijdens het printproces. Wanneer de hotend van je 3D-printer naar een nieuwe locatie gaat (extruder beweegt zonder te extruderen) kunnen er snaren ontstaan, omdat het gesmolten filament uit de nozzle sijpelt. Dit kun je verbeteren door het filament terug te trekken op het moment dat je hotend stopt met extruderen.
Retractie-instellingen zijn belangrijk om goede resultaten te krijgen, dus we raden aan om de retractie-instellingen te optimaliseren!
CONTROLEER OF DE NOZZLE VERSTOPT IS
Er zijn twee veel gebruikte methoden om dit probleem op te lossen:
COLD PULL
Een cold pull werkt het beste met gladde, zachte materialen, zoals nylonfilament.
Verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen. Wat we aanraden is om de hotend in te stellen op 110, 120°C en gewoon aan het filament te blijven trekken terwijl de hotend opwarmt totdat de blokkade er in één keer uit “ploft”. Knip vervolgens het stuk wat de blokkade veroorzaakte van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
NAALD OF DRAAD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig. Je hebt een naald of draad nodig die klein genoeg is om in de nozzle te passen, meestal 0,4 mm. We raden af om in plaats van naald of draad een boor te gebruiken, omdat deze gemakkelijker breekt dan massieve naalden en, het ergste van alles, de nozzle permanent kan beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op de normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je jezelf niet verbrandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je filament door de verstopping duwt, glijdt het filament samen met het filament dat de verstopping veroorzaakte door de nozzle. Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.
Een print die niet plakt op het printbed, is een van de meest voorkomende problemen bij 3D-printen. De eerste laag is erg belangrijk voor de hele print. Op deze laag worden alle andere lagen geplaatst. Een goede hechting aan het printbed is noodzakelijk, omdat de print anders van het printbed los komt en de print hierdoor afgebroken moet worden. Er zijn veel verschillende dingen die je kunt doen om problemen met de hechting van de eerste laag aan te pakken.
GEBRUIK EEN ZELFKLEVENDE LIJM OF VERWARMDE PRINTOPPERVLAKKEN
Er zijn veel soorten op de markt, zoals PrimaFix, lijmstiften, of andere veeg- en spuitlijmen, of printoppervlakken zoals PEI, Buildtak of zelfs onverwarmde Bluetape. Het is belangrijk om voor elk materiaal en lijm de juiste temperatuur van het verwarmd bed in te stellen.
Voor PrimaFix raden we de volgende instellingen aan:
PLA: eerste laag 210°C (410° Fahrenheit) geen verwarmd printoppervlak.
ABS: eerste laag 235-245°C (455-473° Fahrenheit) met 5 mm rand en een 100-105°C (212-221° Fahrenheit) verwarmd bed.
PET-G: eerste laag 225°C (437° Fahrenheit) en een 70-80°C (158-176° Fahrenheit) verwarmd bed.
PAS DE EERSTE LAAG AAN
Als de afstand van de nozzle tot het printbed niet goed is ingesteld, kun je de hoogte van de eerste laag aanpassen om dit te compenseren. Zoals gebruikelijk is een goede hoogte van de eerste laag 70-90%. Houd er rekening mee dat een nozzle dat te dicht bij het bed hangt, geen materiaal zal extruderen en dat er andere problemen zullen ontstaan, zoals het eerder beschreven probleem de "Olifantenpoot". Wanneer de nozzle te ver weg is, krijg je vervormingen als gevolg.
STEL DE BOUWPLAAT NIVEAU
Om je printbed waterpas te zetten en de hoogte van je nozzle goed in te stellen, volg je de instructies van je 3D-printer.
Om de juiste hoogte van de nozzle in te stellen, of nauwkeuriger, stel je de juiste nulpositie voor de Z-as in om vervormingen te verminderen of een olifantenpoot weg te werken, maar ook om de juiste hoeveelheid bij de eerste laag te extruderen.
De meeste 3D-printers hebben geen manier om te detecteren wanneer de nozzle het printoppervlak raakt, ze vertrouwen alleen op een eindstop of een aparte sensor om het printbed te meten. Voor beide gevallen moet je de nulstand meestal handmatig instellen.
De exacte procedure verschilt van printer tot printer, maar het algemene idee is meestal hetzelfde: Zorg ervoor dat de nozzle schoon en idealiter verwarmd is, zodat eventuele overblijfselen door het papier worden weggeveegd.
Gebruik een dun stuk papier voor stijvere bedden (ongeveer 90 g per m2 of 0,1 mm dikte) en dikker papier voor verende bedden (ongeveer 300 g per m2 of 0,25 mm dikte, bijvoorbeeld een visitekaartje).
Pas de eindstop of sensoroffset aan totdat je een lichte weerstand voelt bij het rondschuiven van de kaart wanneer de printer zich in de nulpositie voor de Z-as bevindt. De meeste printers hebben een semi-automatische modus, waarbij de printkop naar verschillende gedefinieerde plekken op het printoppervlak gaat en je de nozzlehoogte handmatig moet instellen. Als dat niet het geval is, begin dan in het midden van het bed voor een eerste grove aanpassing, baan je een weg rond het bed en herhaal dit voor elk aanpassingspunt. Verplaats de printkop zo dicht mogelijk bij de afstellers en pas ze aan totdat je een gelijkmatige weerstand krijgt met de kalibratie kaarten bij elk van hen.
GEBRUIK EEN RAND
Een rand is een bedrukte structuur die aan de print wordt bevestigd en het oppervlak van het onderdeel vergroot om het te stabiliseren of om de hechting te vergroten. Randen hebben meestal 10-15 contouren en kunnen 1-2 lagen hoog zijn.
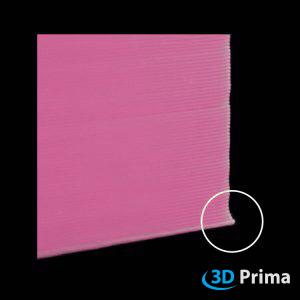
Elke print is opgebouwd uit meerdere lagen die weer bestaan uit omtrekken (de contouren van de afdruk) en vulling. Als je kleine openingen opmerkt tussen de omtrekken (omtrek van de afdruk) en de infill, dan zijn er twee dingen die je moet controleren.
PAS DE AFDRUKSNELHEID AAN
Als je te snel afdrukt, kan dit leiden tot laagverschuiving of een slechte afdrukkwaliteit. Bij een hoge afdruksnelheid kan het gebeuren dat de riemen over het tandwiel glijden en dat de hotend de juiste positie verliest. Als je aan het printen was met 3600 mm/min of 60 mm/s (de meest gebruikelijke printsnelheid), probeer die waarde dan met 50% te verlagen tot 1800 mm/min of 30 mm/s om te zien of het filamentslijpen verdwijnt of de printkwaliteit verbetert. Als dit niet het geval is, is het zeer waarschijnlijk dat het aan iets anders ligt. Als het lukt, probeer dan de printsnelheid in kleine stapjes te verhogen tot je de beste balans vindt tussen een goede kwaliteit en printsnelheid.
OVERLAPPEN VAN OUTLINE
Om te voorkomen dat de afdruk mislukte overhangs vertoont of om de ondersteuningsstructuur te verminderen, is het ook mogelijk om de laaghoogte in de slicersoftware te verminderen.
Bij het printen van een object met een nozzle, die maar een paar keer kleiner is dan de dikste wand, kan het zijn dat de snijmachine in het midden een opening laat. Bijvoorbeeld: de wand is 1,5 mm en je gaat printen met een extrusiebreedte van 0,6 mm, je moet een aantal slicer-instellingen naar boven halen voor een solide print zonder gaten. Pas daarom de instellingen voor dunne wanden en/of de extrusiebreedte in de snijmachine aan.
PAS HET GEDRAG VAN DE DUNNE WAND AAN
Er kunnen openingen ontstaan in het snijproces als de diameter van de wand niet precies kan worden gedeeld door de diameter van de nozzle. De plaats ertussen zou leeg zijn. Om openingen in dunne wanden te voorkomen, kies je de instellingen voor dunne wanden. Als de snijmachine deze optie niet heeft, varieert je de extrusiebreedte en de diameter van de interne en externe omtrek.
WIJZIG DE EXTRUSIEBREEDTE
Er kunnen openingen ontstaan in het snijproces als de diameter van de wand niet kan worden gedeeld door de diameter van het nozzle. Die ene lijn die niet meer past zal gemist worden. Stel de extrusiebreedte zo in dat deze precies kan worden verdeeld.
Kun je de infill van de print aan de buitenkant op de randen zien? In dit geval overlappen de infill en de perimeters elkaar, en dat zie je aan de buitenkant van het omhulsel. De wanddikte is mogelijk te laag in verhouding tot de grootte van de nozzle.
VERGROOT DE OMTREK
Het effect van ghosting treedt op wanneer de schaal van de print, de omtrek, te dun is en de infill, die een te grote overlap heeft met de omtrek, zichtbaar wordt. Om dit probleem te voorkomen, laat je de slicer wat meer omtrekken maken.
VERMINDER OVERLAPPINGEN VAN DE BUITENLIJN
Je wilt een goede hechting van vulling en de omtrekken, maar je hebt het iets te bont gemaakt, waardoor de vulling zichtbaar is aan de buitenkant? Verlaag dan de overlapping van de omtrek tot 15-25% en controleer of je hiermee "ghosting” kunt verminderen.
Goede resultaten bij 3D-printen gaan gepaard met een zeer consistente hoeveelheid geëxtrudeerd plastic. Dit is vooral zichtbaar bij fijne lijnen op de afdruk en heeft invloed op de uiteindelijke afdrukkwaliteit. De printer nauwlettend in de gaten houden terwijl deze afdrukt, is de beste manier om hobbelige extrusie te detecteren. Inconsistente extrusie kan door vele oorzaken worden beïnvloed, waaronder een verstopte nozzle, zeer lage laaghoogte, onjuiste extrusiebreedte, slechte filamentkwaliteit, vastlopend of in de knoop rakend filament en problemen met de mechanische extruder.
PAS DE LAAGHOOGTE AAN
Als de printer niet in staat is om een zeer lage laaghoogte uit te voeren, kan dit de oorzaak van de problemen zijn. Stel in dat geval je laaghoogte hoger in en controleer of het probleem nu verholpen is. Neem als vuistregel 75% van de diameter van uw nozzle als maximale laaghoogte.
WIJZIG DE EXTRUSIEBREEDTE
Een mogelijkheid voor inconsistente extrusie is de verkeerde extrusiebreedte. Probeer het probleem op te lossen door de extrusiebreedte te wijzigen. Als vuistregel geldt dat de extrusiebreedte tussen 100 en 150% van de nozzle diameter moet zijn. Als de extrusiebreedte onder de diameter van de nozzle ligt, is er geen consistente stroom van filament mogelijk.
COLD PULL METHODE
Een cold pull werkt het beste met gladde, zachte materialen, zoals nylonfilament. Verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen.
Wat we aanraden is om de hotend in te stellen op 110, 120°C en gewoon aan het filament te blijven trekken terwijl de hotend opwarmt totdat de blokkade er in één keer uit “ploft”.
Knip vervolgens het stuk wat de blokkade veroorzaakte van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
NAALD OF DRAAD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig, zodat je kunt proberen de verstopping te verwijderen. Je hebt een naald of draad nodig die klein genoeg is om in de nozzle te passen, meestal 0,4 mm. We raden af om in plaats van naald of draad een boor te gebruiken, omdat deze gemakkelijker breekt dan massieve naalden en, het ergste van alles, de nozzle permanent kan beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op de normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je je niet verbrandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je filament door de verstopping duwt, glijdt het filament samen met het filament dat de verstopping veroorzaakte door de nozzle. Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.
SLIPPENDE EXTRUDER
All Alle FDM 3D-printers gebruiken een klein aandrijftandwiel dat het filament vastpakt en tegen een lager of een ander aandrijftandwiel drukt. Dit aandrijftandwiel heeft scherpe tanden, waardoor het het filament kan vastgrijpen. Als het filament niet kan bewegen, blijft het aandrijftandwiel draaien en kan het plastic van het filament wegslijpen totdat er niets meer over is voor de tanden van het tandwiel om zich aan vast te grijpen.
Als dit gebeurt, zie je meestal veel kleine plastic snippers van het filament. Je merkt misschien ook dat de motor van de extruder draait, maar dat het filament niet in het hot-end wordt geduwd
Om dit probleem op te lossen, kun je het volgende proberen:
De nozzletemperatuur met 5-10 graden te verhogen, zodat het plastic gemakkelijker stroomt.
De afdruksnelheid wijzigen, als de extruder probeert het filament sneller door de nozzle te duwen dan kan het hete uiteinde het smelten. Verlaag het met 30% om te zien of het probleem is opgelost.
Als de extruder is geslipt, zorg er dan voor dat het aandrijftandwiel van de extruder schoon is, omdat de plastic snippers de tanden van het aandrijftandwiel kunnen vervuilen. Als dit gebeurt, is de kans groter dat het aandrijftandwiel weer slipt.
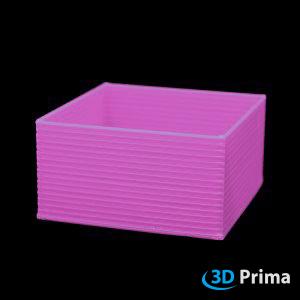
Als de lagen niet hechten/samensmelten en afzonderlijke lagen binnen het onderdeel vervormen, wordt dit laag scheiding genoemd.
PAS DE TEMPERATUUR VAN DE NOZZLE AAN
De hechting tussen de lagen kan worden verhoogd met een hogere afdruktemperatuur. Echter als je merkt dat de extruder soms moeite heeft om het filament door de hotend te duwen, dan komt dat misschien omdat je nozzle te koud is. Probeer de temperatuur met 5-10 graden te verhogen, zodat het plastic gemakkelijker vloeit.
PAS DE LAAGHOOGTE AAN
Als je problemen hebt met het scheiden van lagen, is een van de eerste instellingen die je moet controleren de laaghoogte. De laaghoogte hangt af van de grootte van de nozzle die je gebruikt. De meeste printers hebben een nozzlediameter van 0,3 tot 0,5 millimeter. Als algemene formule voor de maximale laaghoogte kun je 75% van de diameter van de nozzle nemen – bijv.: voor een nozzle van 0,4 mm stel je de laaghoogte in op 0,3 mm.
KOELVENTILATOR
Soms kan het uitschakelen of vertragen van de koelventilator een oplossing zijn voor gescheiden lagen. Maar het hangt af van het materiaal dat je gebruikt. Voor PC, SEMIFLEX en ABS raden we aan om de koelventilator uit te schakelen, voor PLA, PET-G en andere materialen, probeer andere oplossingen.
DROOG HET FILAMENT (PA12)
PA12 / Nylon is een hydrofiel materiaal, daarom moet je het drogen voordat je gaat printen. ABS is niet zo hydrofiel als PA12, dus het zou voldoende moeten zijn om het na het printen in een luchtdichte verpakking of zak op te bergen. Als vuistregel geldt dat 100 g PA12 ongeveer 3-4 uur moet worden gedroogd in een luchtcirculatie bij 70-90°C.
Als je merkt dat je lagers "scheef" komen te staan of in een trappenhuis terechtkomen, dan is er sprake van een lagenprobleem. De overgrote meerderheid van printers heeft geen feedbacksysteem dat detecteert wanneer de kop niet op de juiste plaats zit. Als iets de print zou verstoren, bijvoorbeeld een stroompiek of trillingen, kan de printer niet voelen dat de printkop misschien een beetje verkeerd is gegaan. De printer gaat dus verder met printen vanuit de "verkeerde" positie. Hieronder vind je enkele dingen die je moet controleren.
PAS DE PRINTSNELHEID AAN
Als je te snel afdrukt, kan dit leiden tot laagverschuiving of een slechte afdrukkwaliteit. Bij een hoge afdruksnelheid kan het gebeuren dat de riemen over het tandwiel glijden en dat de hotend de juiste positie verliest. Als je aan het printen was met 3600 mm/min of 60 mm/s (de meest gebruikelijke printsnelheid), probeer die waarde dan met 50% te verlagen tot 1800 mm/min of 30 mm/s om te zien of het filamentslijpen verdwijnt of de printkwaliteit verbetert . Als dit niet het geval is, is het zeer waarschijnlijk dat het een ander probleem is. Als het lukt, probeer dan de printsnelheid in kleine stapjes te verhogen tot je de beste balans vindt tussen een goede kwaliteit en printsnelheid.
PAS DE RIEM STERKTE AAN
Veel printers gebruiken riemen om de kracht van motoren over te brengen. Deze rubberen banden verliezen na verloop van tijd kracht. Als de spanning te laag is, slippen de riemen over het tandwiel en verliest je hotend de juiste positie. • Controleer of alle riemen dezelfde spanning hebben door ze samen te knijpen. • Pas de riemspanning aan zoals beschreven in de handleiding van de printer. Sommige printers, zoals de prusa i3, hebben schroeven om de riemen te versterken. Pas op dat je de riemen niet te strak aanspant, dit kan andere problemen veroorzaken, zoals een niet bewegende motor. Als je niet zeker bent van de riem sterkte van de printer, lees dan de handleiding van jouw printer of neem contact op met de fabrikant. • Als de riemen van de printer stil, te los en oud zijn, houd er dan rekening mee dat je ze misschien als laatste optie moet vervangen.
CONTROLEER DE STANGEN
Schakel de printer uit en probeer de hele printkop over de hele X- en Y-as te bewegen. Mocht het op enige plaats traag worden of traag aanvoelen, dan moet je het schoonmaken en smeren. Raadpleeg de gebruikershandleiding voor speciale instructies. Zorg ervoor dat je het juiste smeermiddel voor de juiste onderdelen gebruikt. Kijk gerust op onze website waar we producten hebben die hiervoor bedoeld zijn.
Als je de profielen smeert en toch weerstand voelt, kan het zijn dat de profielen een beetje scheef staan. Het kan met het blote oog lastig zijn om dit te zien, maar als je vermoedt dat ze scheef staan kun je ze het beste uit elkaar halen, op een vlakke ondergrond leggen en kijken of er speling is.
CONTROLEER DE BOUWPLAAT
Er zijn veel soorten printbedden en veel verschillende manieren om ze te bevestigen. We kunnen niet alle verschillende typen doornemen, maar over het algemeen kan het een goed idee zijn om te controleren of de bouwplaat echt goed is bevestigd en niet beweegt tijdens het printen.
STABILISEER DE 3D PRINTER
Zorg ervoor dat de printer een stabiel en vlak oppervlak heeft om op te staan en controleer of er dingen in de omgeving stoten kunnen veroorzaken. Zelfs kleine invloeden van buitenaf, zoals porren, kunnen een effect hebben op je print. Als je meer printers hebt, zet ze dan op verschillende tafels, soms kunnen ze elkaar beïnvloeden.
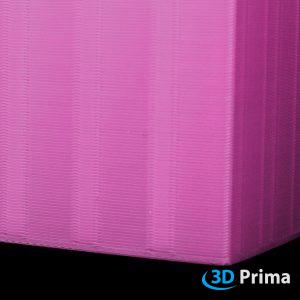
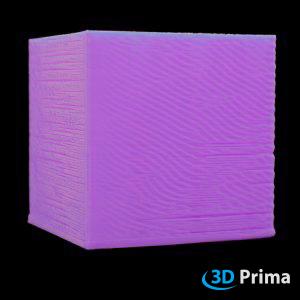
Het doel van elke print is dat het oppervlak laag voor laag glad wordt. Als een van de lagen fout gaat, is dat duidelijk zichtbaar aan de buitenkant van het object. Bijvoorbeeld: één laag van tien is breder dan de andere. De consistente diameter van het filament speelt een grote rol en een exacte positionering van je as kan leiden tot lijnen op het oppervlak (bijv.: z-wobbeling). Een slecht afgestelde PID-controller zou een andere reden kunnen zijn waarom deze lijnen verschijnen. In dit geval is de verwarming van de nozzle inconsistent.
PAS DE RIEMSPANNING AAN
Veel printers gebruiken riemen om de kracht van motoren over te brengen. Deze rubberen banden verliezen na verloop van tijd aan kracht. Als de spanning te laag is, slippen de riemen over het tandwiel en verliest je hotend de juiste positie.
Controleer of alle riemen dezelfde spanning hebben door ze samen te knijpen.
Pas de riemspanning aan zoals beschreven in de handleiding van jouw printer. Sommige printers, zoals de prusa i3, hebben schroeven om de riemen te versterken. Pas op dat je de riemen niet te hard maakt, dit kan andere problemen veroorzaken, zoals een niet bewegende motor. Als je niet zeker bent van de riemspanning van de printer, lees dan de handleiding van jouw printer of neem contact op met de fabrikant.
Als de riemen van de printer stil, te los en oud zijn, houd er dan rekening mee dat je ze misschien als laatste optie moet vervangen.
CONTROLEER DE STANGEN
Schakel de printer uit en probeer de hele printkop over de hele X- en Y-as te bewegen. Mocht het op enige plaats traag worden of traag aanvoelen, dan moet je het schoonmaken en smeren. Raadpleeg de gebruikershandleiding voor speciale instructies. Zorg ervoor dat je het juiste smeermiddel voor de juiste onderdelen gebruikt. Kijk gerust op onze website waar we producten hebben die hiervoor bedoeld zijn.
Als je de profielen smeert en toch weerstand voelt, kan het zijn dat de profielen een beetje scheef staan. Het kan met het blote oog lastig zijn om dit te zien, maar als je vermoedt dat ze scheef staan kun je ze het beste uit elkaar halen, op een vlakke ondergrond leggen en kijken of er speling is.
CONTROLEER DE Z-AS
Controleer of de stangen en spil zijn uitgelijnd en in de juiste positie staan. Zijn de lagers en koppelingen in orde? Zo niet, probeer ze dan te repareren of te vervangen. We raden je aan eerst een visuele inspectie uit te voeren en vervolgens de stangen en spindel te smeren zoals beschreven in de handleiding van jouw printer. Gebruik geen olie of vet om elk lager uit te smeren! Het hangt af van de lagermaterialen (bijv. metaal/metaal, metaal/kunststof, verschillende kunststoffen) welk smeermiddel het beste is. Je kan kijken naar meer oplossingen voordat je naar de volgende stap gaat. De volgende stap is namelijk om je Z-Axis-onderdelen te verwijderen en ze op een schone, vlakke ondergrond te rollen om te zien of ze wiebelen. Als ze wiebelen, zijn ze verbogen en is het het beste om ze te vervangen.
STEM PID REGELAAR AF
Zoals vaak is het een combinatie van instellingen voor printsnelheid en nozzle-temperatuur om de beste resultaten voor overhangen te krijgen. We kunnen je geen algemene oplossing geven, omdat verschillende materialen, printers en onderdeel koelventilatoren het resultaat van de overhang sterk beïnvloeden. We raden aan om overhang testen af te drukken om de instellingen te optimaliseren en om erachter te komen welke overhang hoeken mogelijk zijn.
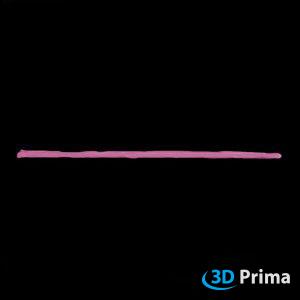
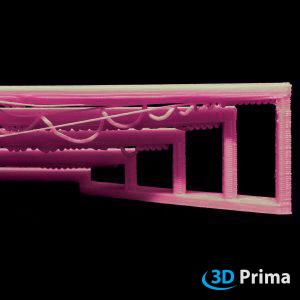
Plastic wordt geëxtrudeerd over een opening van het ene punt naar het andere. Als bruggen rommelig zijn, zakken de plastic snaren door. Het plastic moet heel snel over een opening worden afgekoeld voor een stevige verbinding. Voor een optimale prestatie voor het maken van bruggen is een goede kalibratie en koeling nodig. Als de weg te ver is voor de brug, gebruik dan ondersteuning.
PAS DE BRUG INSTELLINGEN AAN
Bruggen zijn moeilijk te maken voor de 3D-printer. In de meeste slicing-programma's zijn er instellingen voor bruggen. Kunststof krimpt als het afkoelt. Dit is een voordeel bij het maken van bruggen, omdat de snaren omhoog gaan en een vlak oppervlak maken. Probeer een lagere extrusievermenigvuldiger en een lagere snelheidsvermenigvuldiger voor een beter resultaat bij het bruggen bouwen. Meer plastic zou een hangende snaar veroorzaken. De volgende laag zou hierdoor aan een slechte brug hangen.
VOEG ONDERSTEUNING TOE
Een makkelijke manier om betere resultaten te behalen zijn ondersteunende structuren. We kunnen niet aanbevelen welke instellingen de beste zijn, omdat ze veranderen als je de laaghoogte of het materiaal verandert. We raden aan om te beginnen met de standaardinstellingen in het slicer-programma, als je deze moet wijzigen, probeer dan de try and error-methode. Houd er rekening mee dat ondersteunend materiaal extra afdruktijd kost en soms is optimalisatie van de plaatsing van uw modellen een andere oplossing.
KOELVENTILATOR
Voor een snelle afkoeling zet je de ventilator op een hoog percentage, zodat het plastic hard wordt voordat het doorzakt. Er zijn speciale overdrive-instellingen voor bruggen, waarbij de ventilator kan worden verhoogd.
Een typische indicatie voor dit probleem zijn openingen tussen de lagen. Dit kan worden veroorzaakt door gedeeltelijke onderextrusie of door gedeeltelijk of volledig overgeslagen lagen.
PAS DE NOZZLE TEMPERATUUR AAN
Als je merkt dat de extruder het soms moeilijk heeft om het filament door de hotend te duwen, komt dat misschien omdat je nozzle te koud is, probeer dan de temperatuur met 5-10 graden te verhogen zodat het plastic gemakkelijker stroomt.
UITGLIJDENDE EXTRUDER
Alle FDM 3D-printers gebruiken een klein aandrijftandwiel dat het filament vastpakt en tegen een lager of een ander aandrijftandwiel drukt. Dit aandrijftandwiel heeft scherpe tanden waardoor het de filament kan vastgrijpen. Als het filament niet kan bewegen, blijft het aandrijftandwiel draaien en zoveel plastic van het filament wegslijpen totdat er niets meer over is voor de tanden van het tandwiel om zich aan vast te grijpen. Als dit gebeurt, zie je meestal veel kleine plastic snippers van het filament. Je merkt misschien ook dat de motor van de extruder draait, maar dat het filament niet in het hot-end wordt geduwd.
Om dit probleem op te lossen, kun je het volgende proberen:
De nozzle temperatuur met 5-10 graden te verhogen, zodat het plastic gemakkelijker stroomt.
Wijzig de afdruksnelheid, als de extruder probeert het filament sneller door de nozzle te duwen dan kan het hete uiteinde het smelten. Verlaag het met 30% om te zien of het probleem is opgelost.
Als de extruder is uitgegleden, zorg er dan voor dat het aandrijftandwiel van de extruder schoon is, omdat de plastic snippers de tanden van het aandrijftandwiel kunnen vervuilen. Als dit gebeurt, is de kans groter dat het aandrijftandwiel weer slipt.
FILAMENT DIAMETER INSTELLINGEN
De meest voorkomende filamentdiameters zijn 1,75 mm en 2,85 mm, maar er zijn er nog veel meer. Maar deze metingen hebben verschillende toleranties die kunnen variëren van 0,01 mm tot 0,1 mm.
Zorg er dus voor dat je je filament met een schuifmaat op 4 tot 5 punten op de eerste meters meet en de gemiddelde diameter berekent, voordat je het gebruikt (som van metingen gedeeld door mijn aantal metingen).
Gebruik het berekende resultaat om de filamentdiameter of de extrusievermenigvuldiger op de juiste waarde in te stellen.
De meest gebruikelijke methode is om de filamentdiameter in te stellen op de standaardmaat (1,75 mm, 2,85 mm enz.) en de hoeveelheid geëxtrudeerd materiaal te wijzigen via de extrusievermenigvuldiger. (Let op: de extrusievermenigvuldiger is het percentage extrusie voor de specifieke diameter.)
Below you will find screenshots showing where to change the settings on Simplify3D, Cura and Slic3r.
REPAREREN VAN HET AFDRUKBESTAND
Het kan nodig zijn om het afdrukbestand te repareren als je ontbrekende lagen in het object ontdekt. Ze kunnen worden veroorzaakt door een beschadigd of onvolledig bestand. Er zijn een paar opties in uw slicer-programma die je kunt kiezen om deze problemen te verhelpen.
Dit probleem is waarschijnlijk het meest voorkomende probleem voor elke nieuweling in 3D-printen, maar het is ook heel eenvoudig op te lossen! Als je nozzle geen plastic uit de eerste laag extrudeert, kan dit een aantal mogelijke oorzaken hebben.
PAS DE NOZZLE TEMPERATUUR AAN
Zoals vaak is het een combinatie van instellingen voor printsnelheid en nozzle-temperatuur om de beste resultaten voor overhangen te krijgen. We kunnen geen algemene oplossing geven, omdat verschillende materialen, printers en koelventilatoren het resultaat van de overhang sterk beïnvloeden. We raden aan om overhangtesten af te drukken om de instellingen te optimaliseren en om erachter te komen welke overhanghoeken mogelijk zijn.
COLD PULL
De cold pull methode werkt het beste met gladde, zachte materialen, zoals nylonfilament.
Nogmaals, verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen. Wat we aanraden is om de hotend in te stellen op 110, 120°C en aan het filament te blijven trekken terwijl de hotend opwarmt totdat het filament er in één stuk uit ploft. Knip vervolgens het onzuivere uiteinde van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
VOORBEREIDEN VAN DE EXTRUDER
Veel hotends hebben het probleem dat er plastic lekt wanneer ze inactief zijn bij een hoge temperatuur, waardoor er een lege ruimte in de nozzle ontstaat waar het plastic naar buiten is gelekt. Dit sijpelen gebeurt meestal aan het begin van een afdruk wanneer je de hotend voorverwarmt. Als je hotend wat plastic heeft verloren door het sijpelen, zal het de volgende keer dat je probeert te extruderen waarschijnlijk een paar seconden duren voordat er weer plastic uit de nozzle begint te komen. Als je begint met printen nadat uw nozzle heeft gesijpeld, kun je dezelfde vertraagde extrusie opmerken.
Om dit probleem op te lossen, moet je ervoor zorgen dat je de hotend vlak voor het begin van een afdruk voorbereidt, zodat de nozzle vol plastic zit en klaar is om te extruderen.
De meest gebruikelijke manier om dit probleem op te lossen is het gebruik van een skirt, dit zijn twee of meer filamentlijnen die meestal enkele millimeters verwijderd zijn van de print om een constante materiaalstroom te garanderen.
NAALD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig die klein genoeg is om in de nozzle opening te passen, meestal 0,4 mm. We raden af om in plaats daarvan een boor te gebruiken, omdat deze gemakkelijker breken dan massieve naalden en, het ergste van alles, de nozzle permanent kunnen beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op de normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je je zich niet verbrandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je er filament doorheen duwt, zal de verstopping samen met het filament door de nozzle glijden. Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.
PRINTBED WATERPAS ZETTEN
Om je printbed waterpas te zetten en de hoogte van je nozzle goed in te stellen, volg je de instructies van je 3D-printer.
Om de juiste hoogte van de nozzle in te stellen, of nauwkeuriger, stel je de juiste nulpositie voor de Z-as in om vervormingen te verminderen of een olifantenpoot weg te werken, maar ook om de juiste hoeveelheid bij de eerste laag te extruderen. De meeste 3D-printers hebben geen manier om te detecteren wanneer de nozzle het printoppervlak raakt, ze vertrouwen alleen op een eindstop of een aparte sensor om het printbed te meten. Voor beide gevallen moet je de nulstand meestal handmatig instellen. De exacte procedure verschilt van printer tot printer, maar het algemene idee is meestal hetzelfde: Zorg ervoor dat de nozzle schoon en idealiter verwarmd is, zodat eventuele overblijfselen door het papier worden weggeveegd.
Gebruik een dun stuk papier voor stijvere bedden (ongeveer 90 g per m2 of 0,1 mm dikte) en dikker papier voor verende bedden (ongeveer 300 g per m2 of 0,25 mm dikte, bijvoorbeeld een visitekaartje).
Pas de eindstop of sensoroffset aan totdat je een lichte weerstand voelt bij het rondschuiven van de kaart wanneer de printer zich in de nulpositie voor de Z-as bevindt. De meeste printers hebben een semi-automatische modus, waarbij de printkop naar verschillende gedefinieerde plekken op het printoppervlak gaat en de de nozzle hoogte handmatig moet instellen. Als dat niet het geval is, begin dan in het midden van het bed voor een eerste grove aanpassing. Baan je vervolgens een weg rond het bed en herhaal dit voor elk aanpassingspunt. Verplaats de printkop zo dicht mogelijk bij de afstellers en pas ze aan totdat je een gelijkmatige weerstand krijgt met de kalibratie kaarten.
Extrudeert de printer meer filament dan nodig? Zijn er overhellende lagen op het oppervlak van de print? Dat noemen we overextrusie.
Het gebeurt wanneer de software en printer niet zijn geconfigureerd - de software geeft niet de juiste invoer voor de juiste hoeveelheid extrusie van de FDM-printer.
FILAMENT DIAMETER / EXTRUSIE VERMENIGVULDIGER
Als je overmatige extrusie bij de afdruk detecteert, kun je dit probleem oplossen door de extrusie vermenigvuldiger te verlagen (soms ook wel "stroomsnelheid" genoemd). Elke printer en elke extruder heeft zijn eigen specifieke instellingen.
Probeer de extrusie vermenigvuldiger in de software in stappen van 5% te verlagen. Als de vermenigvuldiger op 1 staat, probeer dan 0,95 en dan 0,9, enz.
If Als je een slechte toplaag met knikken of gaten en kieren ziet, wordt dit pillowing genoemd. Het belangrijkste probleem is dat de toplaag niet overlapt met de omtrek of de infill. In de meeste gevallen wordt dit veroorzaakt door minder vulling, hoge afdruksnelheid of onjuiste koeling.
OVERLAPPENDE INFILL/OUTLINE
Met de meeste Slicer-programma's kan de overlap tussen de omtrek (contouren) en de vulling worden aangepast. De overlap wordt meestal gemeten in het percentage van hoeveel de vulling overlapt met de omtrek. Een van de meest voorkomende overlappingspercentages is 15%. Als dit te laag is, probeer het dan te verhogen tot 20% of 30%.
KOELVENTILATOR
Als je materialen met een lage viscositeit print of met hoge temperaturen print, kunnen de overhangende gedeelten tussen de infill ook een probleem veroorzaken. Om dit probleem tot een minimum te beperken, moet het materiaal vrij snel afkoelen na het printen. Als de printer een koelventilator heeft, moet je deze activeren of de ventilator snelheid verhogen. Controleer ook of de ventilator en ventilatie opening in de juiste stand staan (controleer of de lucht je onderdeel afkoelt en nergens heen gaat). Sommige materialen hebben een extreem lage viscositeit bij print temperaturen en daarom moet je ze printen met hoge printsnelheden en een gedeeltelijke koelventilator.
VERHOOG INFILL DICHTHEID
In de meeste gevallen van pillowing of onvolledige toplaag is de infill dichtheid te laag. 10-25% zijn typische infill dichtheidswaarden. Zoals altijd hangt het af van het materiaal en de afdrukinstellingen, probeer het daarom uit met testkubus om de beste resultaten te krijgen.
VERHOOG HET AANTAL TOP LAGEN
Meestal stel je 3-6 toplagen in, afhankelijk van de dichtheid van de infill en de afdrukinstellingen. Als je pillow problemen hebt, probeer dan het aantal toplagen te vergroten.
Een object wordt laag voor laag geprint. Om een nieuwe laag te starten of naar een nieuwe locatie te gaan, moet de nozzle over een vorige geprinte laag gaan. Dit laat zichtbare sporen achter op de bovenste vaste lagen van de afdruk. Om dit probleem op te lossen, controleer je de volgende stappen
EXTRUSIE VERMENIGVULDIGER
Als er te veel plastic wordt geëxtrudeerd, wordt elke laag dikker dan zou moeten. Door de locatie van de nozzle te veranderen, ontstaan er littekens op de laatste geprinte laag. Om littekens op de bovenste laag van de afdruk te voorkomen, stel je de extrusievermenigvuldiger in.
VERTICALE LIFT (Z-HOP)
Een mogelijkheid om littekens op de bovenste lagen van de print te voorkomen, is door de nozzle op te tillen wanneer het van locatie verandert. Hiermee kun je met de nozzle in verhoogde staat van het ene punt van het object naar het andere gaan zonder de vorige afgedrukte laag te beschadigen.
Bij het printen van kleine details helpt het om met een kleine nozzle te printen voor nauwkeurige details. Een wand die kleiner is dan de diameter van de nozzle wordt mogelijk niet weergegeven in het snijprogramma en dus niet afgedrukt. Om zeer gedetailleerd af te drukken, pas je de hardware en de software aan.
LAAT EEN ENKELE EXTRUSIE MUUR TOE
Deze optie is voor zeer dunne onderdelen die een kleinere diameter hebben dan de nozzle. Door deze optie niet te gebruiken kunnen kleine onderdelen niet worden geprint omdat de nozzle een grotere extrusiebreedte heeft. Deze functie is alleen beschikbaar in Simlify3D en is te vinden onder "Procesinstellingen bewerken" door het "Externe dunne wandtype" te wijzigen. De afdruk wordt niet gedetailleerder, maar zorgt ervoor dat elk klein stukje van een object door de snijmachine wordt gedetecteerd en afgedrukt.
INSTALLEER EEN DUNNERE NOZZLE
Als delen van de print dunner zijn dan de nozzle, kunnen ze niet in de juiste afmeting of niet erg nauwkeurig worden geprint. Het installeren van een dunnere nozzle kan dit probleem verhelpen.
De printer extrudeert niet meer tijdens een print waardoor je het afdrukken moet afbreken? Dit probleem kan worden veroorzaakt door verschillende afzonderlijke oorzaken
CONTROLEER OF DE NOZZLE VERSTOPT ZIT
Er zijn twee algemene methoden om dit probleem op te lossen:
COLD PULL
Een cold pull werkt het beste met gladde, zachte materialen, zoals nylonfilament.
Verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen. Wat we aanraden is om de hotend in te stellen op 110, 120°C en gewoon aan het filament te blijven trekken terwijl de hotend opwarmt totdat de blokkade er in één keer uit “ploft”. Knip vervolgens het stuk wat de blokkade veroorzaakte van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
NAALD OF DRAAD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig die klein genoeg is om in de nozzle te passen, meestal 0,4 mm. We raden af om in plaats van naald of draad een boor te gebruiken, omdat deze gemakkelijker breekt dan massieve naalden en, het ergste van alles, de nozzle permanent kan beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op de normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je je niet verbrandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je filament door de verstopping duwt, glijdt het filament samen met het filament dat de verstopping veroorzaakte door de nozzle.
Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.
NIET GENOEG FILAMENT
Voordat je gaat printen, moet je altijd controleren of je nog genoeg filament op je haspel hebt.
UITGLIJDENDE EXTRUDER
Alle FDM 3D-printers gebruiken een klein aandrijftandwiel dat het filament vastpakt en tegen een lager of een ander aandrijftandwiel drukt. Dit aandrijftandwiel heeft scherpe tanden, waardoor het het filament kan vastgrijpen. Als het filament niet kan bewegen, blijft het aandrijftandwiel draaien en kan het zoveel plastic van het filament wegslijpen dat er niets meer over is voor de tanden van het tandwiel om zich aan vast te grijpen. Als dit op de printer gebeurt, zie je meestal veel kleine plastic snippers. Je merkt misschien ook dat de motor van de extruder draait, maar dat het filament niet in het hot-end wordt geduwd.
Om dit probleem op te lossen, kun je het volgende proberen:
Verhoog de temperatuur van de nozzle met 5-10 graden te verhogen, zodat het plastic gemakkelijker stroomt.
Wijzig de afdruksnelheid als de extruder probeert het filament sneller door de nozzle te duwen dan kan het hete uiteinde het smelten. Verlaag het met 30% om te zien of het probleem is opgelost.
Als de extruder is uitgegleden, zorg er dan voor dat het aandrijftandwiel van de extruder schoon is, omdat de plastic snippers de tanden van het aandrijftandwiel kunnen opvullen. Als dit gebeurt, is de kans groter dat het aandrijftandwiel weer slipt.
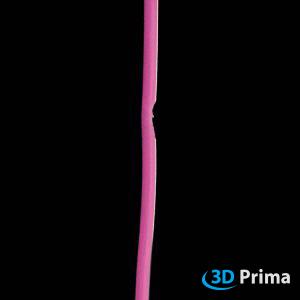
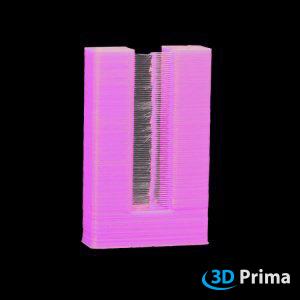
Harige afdruk? Als er harige plastic strengen op de afdruk zitten, die meestal tussen twee delen voorkomen, wordt dit rijgen genoemd. Andere termen voor dit probleem zijn druipende, harige afdrukken of snorharen. Wanneer de nozzle naar een andere locatie gaat, kan het gebeuren dat het vloeiende filament uit de nozzle lekt/sijpelt en snaren produceert. Controleer in dit geval of retraction is ingeschakeld, omdat je dit probleem in veel gevallen kunt oplossen door de instellingen voor retraction te optimaliseren. Je kunt een test-model gebruiken, zoals dat van Make Magazine. Downloadlink: http://www.thingiverse.com/thing:533472/#files
PAS DE NOZZLE TEMPERATUUR AAN
Zoals zo vaak is het een combinatie tussen instellingen voor retraction en nozzle temperatuur om de beste resultaten te krijgen en snaren te verminderen. Als de temperatuur van de nozzle te hoog is, is het gesmolten filament zo vloeibaar (heeft een lage viscositeit) dat de nozzle gaat lekken tijdens het verplaatsen naar de volgende locatie. Als de temperatuur van de nozzle te laag is, kun je problemen krijgen met het extruderen van je filament. Probeer voor het beste resultaat de temperatuur met 5-10 graden te verlagen, zodat het plastic niet meer doorsijpelt.
PAS DE RETRACTION INSTELLINGEN AAN
Retractie is het naar achteren trekken van je filament tijdens het printproces. Wanneer de hotend van je 3D-printer naar een nieuwe locatie gaat (extruder beweegt zonder te extruderen) kunnen er snaren ontstaan, omdat het gesmolten filament uit de nozzle sijpelt. Dit kun je verbeteren door het filament terug te trekken op het moment dat je hotend stopt met extruderen. Zorg er eerst voor dat je retraction hebt ingeschakeld. De tweede stap is het optimaliseren van de retraction-instellingen, zoals ratraction – afstand en snelheid.
RETRACTION AFSTAND
De afstand bepaalt hoeveel het filament van de nozzle wordt teruggetrokken. Het hangt van je printer af wat de beste afstand is. Probeer het uit door twee kubussen te printen die 40 mm van elkaar verwijderd zijn en de reatraction-afstand met 0,5 mm te vergroten en de beste prestaties te bewaken. Voor de meeste printers moet de retraction afstand tussen 1 en 5 mm liggen.
RETRACTION SNELHEID
Ook de retraction-snelheid is een belangrijke instelling die van invloed is op je print. Als het filament te snel terugtrekt, kan het filament loskomen van het gesmolten deel. Als het te langzaam terugtrekt, kan de nozzle gaan lekken voordat het afdrukken op de nieuwe positie begint. Voor de meeste printers moet de retraction-snelheid tussen 20-100 mm/s of 1200-6000 mm/min liggen. Probeer het uit door twee kubussen te printen die 40 mm van elkaar verwijderd zijn en de retraction-snelheid te verhogen met stappen van 20 mm/s of 1200 mm/min en controleer de beste prestaties.
VERMIJD HET KRUISEN VAN PARAMETERS
Er zijn enkele snijmachines op de markt die speciaal zijn om te voorkomen dat de hotend gaten overschrijdt wanneer het van de ene plaats naar de andere gaat.
Onderextrusie kan verschillende oorzaken hebben. Een verstopte nozzle, slippende extrudertandwiel, of verkeerde filamentdiameter / extrusie-multiplier-instellingen in het slicer-programma.
Cold Pull
Een cold pull werkt het beste met gladde, zachte materialen, zoals nylonfilament.
Verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen.
Wat we aanraden is om de hotend in te stellen op 110, 120°C en gewoon aan het filament te blijven trekken terwijl de hotend opwarmt totdat de blokkade er in één keer uit “ploft”. Knip vervolgens het stuk wat de blokkade veroorzaakte van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
Filament diameter
De meest voorkomende filamentdiameters zijn 1,75 mm en 2,85 mm, maar er zijn er nog veel meer. Maar deze metingen hebben verschillende toleranties die kunnen variëren van 0,01 mm tot 0,1 mm. Zorg er dus voor dat je je Filament met een schuifmaat meet op 4 tot 5 punten op de eerste meters en bereken de gemiddelde diameter, voordat je het gebruikt. (Som van metingen gedeeld door mijn aantal metingen).
Gebruik het berekende resultaat om de filamentdiameter of de extrusievermenigvuldiger op de juiste waarde in te stellen.
De meest gebruikelijke methode is om de filamentdiameter in te stellen op de standaardmaat (1,75 mm, 2,85 mm enz.) en de hoeveelheid geëxtrudeerd materiaal te wijzigen via de extrusievermenigvuldiger. (Let op: de extrusievermenigvuldiger is het percentage extrusie voor de specifieke diameter.)
NAALD OF DRAAD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig die klein genoeg is om in de nozzle te passen, meestal 0,4 mm. We raden af om in plaats van naald of draad een boor te gebruiken, omdat deze gemakkelijker breekt dan massieve naalden en, het ergste van alles, de nozzle permanent kan beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op uw normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je je niet verbrandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je filament door de verstopping duwt, glijdt het filament samen met het filament dat de verstopping veroorzaakte door de nozzle. Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.
UITGLIJDENDE EXTRUDER
Alle FDM 3D-printers gebruiken een klein aandrijftandwiel dat het filament vastpakt en tegen een lager of een ander aandrijftandwiel drukt. Dit aandrijftandwiel heeft scherpe tanden, waardoor het het filament kan vastgrijpen. Als het filament niet kan bewegen, blijft het aandrijftandwiel draaien en kan het zoveel plastic van het filament wegslijpen dat er niets meer over is voor de tanden van het tandwiel om zich aan vast te grijpen. Als dit gebeurt zie je meestal veel kleine plastic snippers. Je merkt misschien ook dat de motor van de extruder draait, maar dat het filament niet in het hot-end wordt geduwd.
Om dit probleem op te lossen, kun je het volgende proberen:
Verhoog de temperatuur van de nozzle met 5-10 graden te verhogen, zodat het plastic gemakkelijker stroomt.
Wijzig de afdruksnelheid als de extruder probeert het filament sneller door de nozzle te duwen dan kan het hete uiteinde het smelten. Verlaag het met 30% om te zien of het probleem is opgelost.
Als de extruder is uitgegleden, zorg er dan voor dat het aandrijftandwiel van de extruder schoon is, omdat de plastic snippers de tanden van het aandrijftandwiel kunnen opvullen. Als dit gebeurt, is de kans groter dat het aandrijftandwiel weer slipt.
3D-afdrukken krimpen vanwege de thermische eigenschappen tijdens het afkoelen. Dit legt veel druk op de print en bij onjuiste hechting aan het printbed kan deze er gedeeltelijk of volledig los van komen. Er zijn veel dingen die je kunt doen tegen vervormingen.
GEBRUIK EEN LIJM OF VERWARMD PRINTOPPERVLAK
Er zijn veel soorten op de markt, zoals PrimaFix, lijmstift, andere veeg- of spuitlijm of printoppervlakken zoals PEI, Buildtak of zelfs onverwarmde Bluetape. Het is belangrijk om voor elk materiaal en lijm de juiste temperatuur van uw verwarmd bed in te stellen.
Voor PrimaFix raden we de volgende instellingen aan:
PLA: eerste laag 210°C (410° Fahrenheit) geen verwarmd printoppervlak
ABS: eerste laag 235-245°C (455-473° Fahrenheit) met 5 mm rand en een 100-105°C (212-221° Fahrenheit) verwarmd bed
PET-G: eerste laag 225°C (437° Fahrenheit) en een 70-80°C (158-176° Fahrenheit) verwarmd bed
PAS DE EERSTE LAAG AAN
Je kunt ook de instellingen van de snijmachine gebruiken om de extrusiebreedte en -hoogte alleen voor de eerste laag te vergroten. Dit resulteert in het wegpompen van overtollig materiaal, wat niet alleen het plastic breder tegen het bed drukt, maar ook de eerste laag beter bestand maakt tegen kleine aanpassingsfouten. Daarom is het niet nodig om het bed tot op de laatste 10 µm perfect vlak en hobbelvrij te krijgen. Meestal neem je voor de eerste laag 120-140% van de laaghoogte.
GEBRUIK EEN BOORD
A Een boord is een bedrukte structuur die aan de print wordt bevestigd en het oppervlak van het onderdeel vergroot om het te stabiliseren of om de hechting te vergroten. Randen hebben meestal 10-15 contouren en kunnen 1-2 lagen hoog zijn.
MAAK HET PRINTBED WATERPAS
Om je printbed waterpas te zetten en de hoogte van je nozzle goed in te stellen, volg je de instructies van je 3D-printer.
Om de juiste hoogte van de nozzle in te stellen, of nauwkeuriger, stel je de juiste nulpositie voor de Z-as in om vervormingen te verminderen, een olifantenpoot weg te werken, maar ook om de juiste hoeveelheid bij de eerste laag te extruderen. De meeste 3D-printers hebben geen manier om te detecteren wanneer de nozzle het printoppervlak raakt, ze vertrouwen alleen op een eindstop of een aparte sensor om het printbed te meten. Voor beide gevallen moet je de nulstand meestal handmatig instellen. De exacte procedure verschilt van printer tot printer, maar het algemene idee is meestal hetzelfde: Zorg ervoor dat de nozzle schoon en idealiter verwarmd is, zodat eventuele overblijfselen door het papier worden weggeveegd. Gebruik een dun stuk papier voor stijvere bedden (ongeveer 90 g per m2 of 0,1 mm dikte) en dikker papier voor verende bedden (ongeveer 300 g per m2 of 0,25 mm dikte, bijvoorbeeld een visitekaartje).
Pas de eindstop of sensor-offset aan totdat je een lichte weerstand voelt bij het rondschuiven van de kaart wanneer de printer zich in de nulpositie voor de Z-as bevindt.
De meeste printers hebben een semi-automatische modus, waarbij de printkop naar verschillende gedefinieerde plekken op het printoppervlak gaat en je de nozzle hoogte handmatig moet instellen. Als dat niet het geval is, begin dan in het midden van het bed voor een eerste grove aanpassing, baan je een weg rond het bed en herhaal dit voor elk aanpassingspunt. Verplaats de printkop zo dicht mogelijk bij de afstellers en pas ze aan totdat je een gelijkmatige weerstand krijgt met de kalibratie kaarten bij elk van hen.
GEBRUIK EEN BEHUIZING
Terwijl het verwarmde bed de onderste lagen van het onderdeel op temperatuur houdt, kan het moeilijk zijn om te voorkomen dat de bovenste lagen van het onderdeel samentrekken zodra je grotere onderdelen gaat printen. In deze situatie kan het handig zijn om de printer in een behuizing te plaatsen die kan helpen bij het regelen van de temperatuur bij het gehele bouwproces. Sommige machines hebben speciaal om deze reden al een externe behuizing.
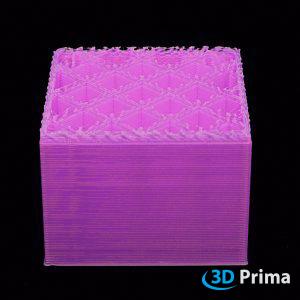
Dit probleem doet zich voor wanneer de vulling te zwakke snaren heeft en niet sterk genoeg is om de buitenste schalen te ondersteunen. In dat geval krijgt de hele afdruk een lage sterkte. Andere infill patronen, meer infill en een lagere infill printsnelheid kunnen worden gebruikt om dit probleem op te lossen. Een verstopte nozzle kan ook het probleem zijn.
LAGERE INFILL-PRINTSNELHEID
Wanneer een slechte of zwakke vulling wordt gedetecteerd, kan het materiaal mogelijk niet zo snel smelten. Probeer de afdruksnelheid te verlagen om een stevige vulling te krijgen met voldoende plastic om de buitenste schalen te ondersteunen en kijk of het probleem is verholpen.
MEER INFILL EXTRUSIE BREEDTE
Als de vulling van het geprinte deel zwak is, wordt de hele print zwak. Stel een hogere infill-extrusiebreedte in wanneer je een zwakke infill detecteert. Dit kan door tijdens het printen naar het onderdeel te kijken.
ALTERNATIEF INVULPATROON
Als de vulling van de print zwak is, worden de gaten zwak en kunnen ze tijdens gebruik kapot gaan. Er zijn een paar verschillende opvulpatronen met verschillende opvulhoeken in de instellingen van de slicer, waaruit je kunt kiezen. Het hangt ook af van het bedrukte deel welk patroon het beste past en het ondersteunt zoals hij nodig heeft.
Cold Pull
Een cold pull werkt het beste met gladde, zachte materialen, zoals nylonfilament.
Verwarm je hotend tot de werktemperatuur van je nylon- of polyamidefilament, duw het zo ver mogelijk door de hotend, idealiter totdat je vorige materiaal is schoongemaakt, wat natuurlijk een beetje moeilijk zal zijn als je nozzle volledig is verstopt. Laat de hotend dan afkoelen. Wat we aanraden is om de hotend in te stellen op 110, 120°C en gewoon aan het filament te blijven trekken terwijl de hotend opwarmt totdat de blokkade er in één keer uit “ploft”.
Knip vervolgens het stuk wat de blokkade veroorzaakte van het filament af, verwarm de hotend opnieuw volledig en herhaal het proces totdat het getrokken uiteinde van je filament er schoon uitkomt en je een goede doorstroming door de nozzle hebt hersteld. Meestal zouden twee of drie pogingen voldoende moeten zijn.
NAALD EN DRAAD METHODE
Voor deze methode heb je een acupunctuur- of injectienaald nodig die klein genoeg is om in uw nozzle opening te passen, meestal 0,4 mm.
We raden af om in plaats daarvan een boor te gebruiken, omdat deze gemakkelijker breken dan massieve naalden en, het ergste van alles, de nozzle permanent kunnen beschadigen als je niet voorzichtig bent. Verwarm de nozzle voor op uw normale afdruktemperatuur voor elk materiaal en begin met prikken met de naald. Pas op dat je je niet verbrandt. Het doel is om de verstopping te doorbreken zodat deze door de nozzle glijdt. De volgende keer dat je filament door de verstopping duwt, glijdt het filament samen met het filament door de nozzle. Het kan zijn dat je de cyclus een paar keer moet doorlopen en met de hand een stukje filament moet doordrukken om te controleren of je erin geslaagd bent de verstopping voldoende te doorbreken. Als deze methode niet werkt, probeer dan de cold pull-methode.