Lese die erste Version:3D Druck Guide – Häufige Probleme: Gründe, Ursachen & Lösungen 3D Druck Guide: Deine 3D-Drucke enthalten viele Fehler? Du hast gerade Probleme beim 3D-Drucken? Deine fertigen Bauteile entsprechen nicht deiner Vorstellung von einer guten Qualität? Informiere dich hier über die häufigsten Gründe & Ursachen für fehlerhafte 3D Drucke. Verstehe die Problem-Ursachen und behebe sie. Lese diesen 3D-Druck-Guide bis zum Ende und du findest Lösungen für deine Herausforderungen! 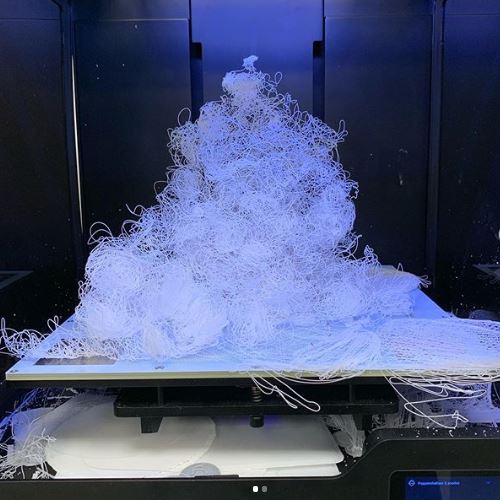
Beim Starten des 3D-Drucks extrudiert der 3D-Drucker keinen Kunststoff.
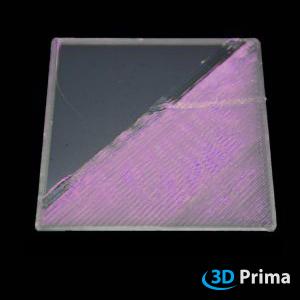
Die erste Schicht haftet nicht auf dem Druckbett, deshalb schlägt der 3D-Druck fehl. Der 3D-Drucker extrudiert nicht genügend Kunststoff. Dadurch entstehen Lücken zwischen den Außenbahnen und Füllungen. Durch die Extrusion von zu viel Kunststoff, sehen die 3D-Drucke sehr unordentlich aus.
In den oberen Schichten des 3D-Drucks befinden sich Löcher und Spalten.
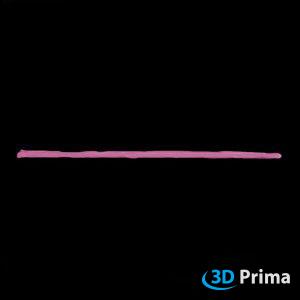
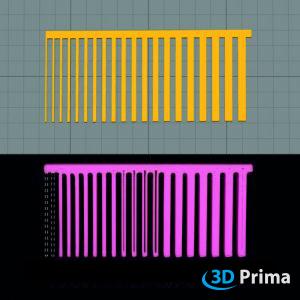
Zwischen den einzelnen Bereichen des 3D-Drucks bleiben durch das Bewegen des Extruders Fäden zurück, die wie dünne Haare aussehen.
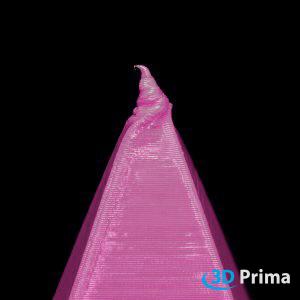
Insbesondere kleine Objektbestandteile werden überhitzt. Sie verformen sich dadurch.
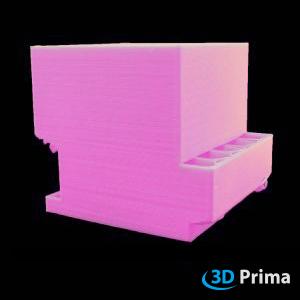
Die Ebenen sind falsch ausgerichtet und verschieben sich relativ zueinander.
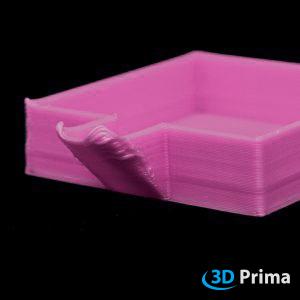
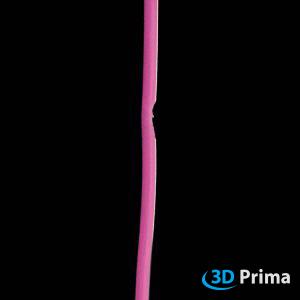
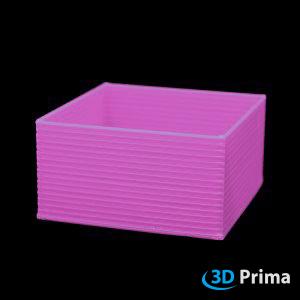
Die einzelnen Schichten sind schlecht miteinander verbunden und trennen sich beim 3D-Drucken.
Das Filament wird an der Stelle des Materialeinzugszahnrads weggeschliffen und das Zahnrad dreht durch. Dadurch kann kein Material mehr eingezogen werden.
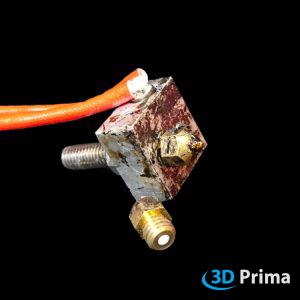
Der Extruder ist verstopft oder verklemmt und extrudiert keinen Kunststoff mehr aus der Spitze der Nozzle.
Der 3D-Drucker stoppt die Extrusion von Kunststoff zufällig während des 3D-Drucks.
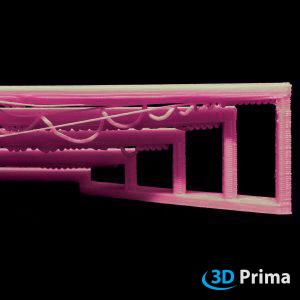
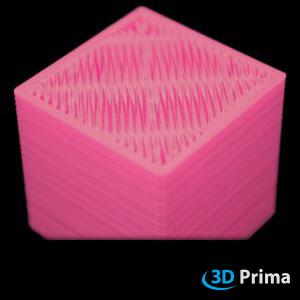
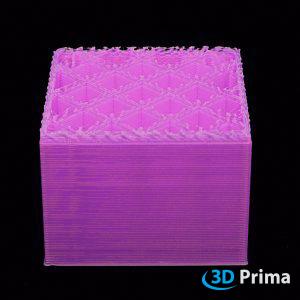
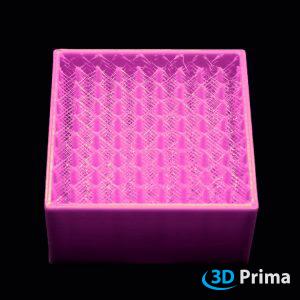
Sehr dünne, löcherige Füllung, die ein schwaches Infill erzeugt und sich nicht gut miteinander verbindet.
Kleine Hügel auf der Oberfläche des 3D-Drucks, auch bekannt als Zits oder Blobs.
Lücken zwischen den Außen-Bahnen des Bauteils und dem Infill beeinträchtigen die 3D-Druck-Qualität.
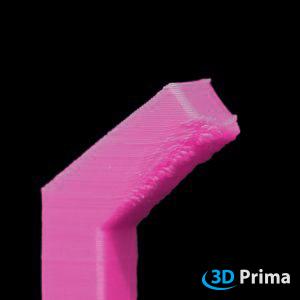
Die Ecken des 3D-Drucks neigen dazu, sich nach dem 3D-Drucken zu krümmen und zu verformen.
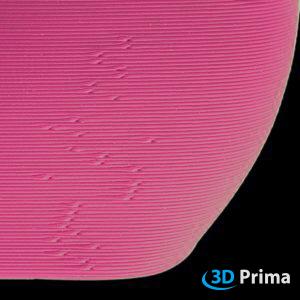
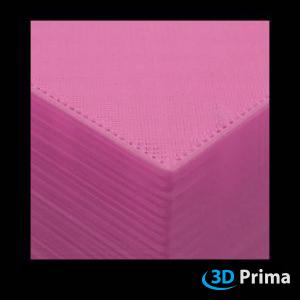
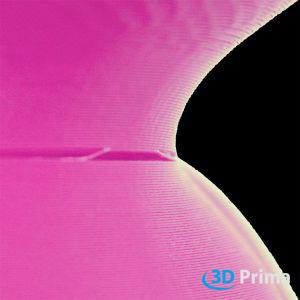
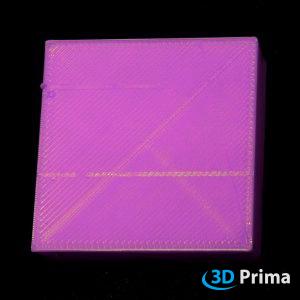
Die Nozzle schleift über die Oberseite des 3D-Drucks und erzeugt Einkerbungen auf der Oberfläche.
Lücken in den Ecken des 3D-Drucks, befinden sich an der oberste Schicht, die nicht mit der Kontur der nächsten Schicht verbunden ist.
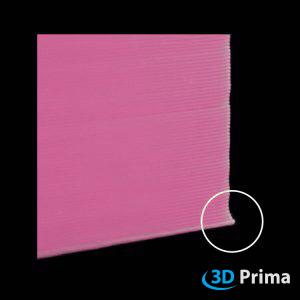
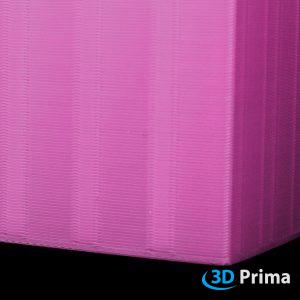
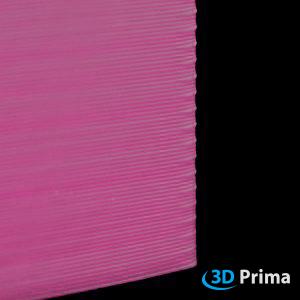
Die Seitenwände sind nicht glatt, Linien sind auf der Seite des 3D-Drucks sichtbar.
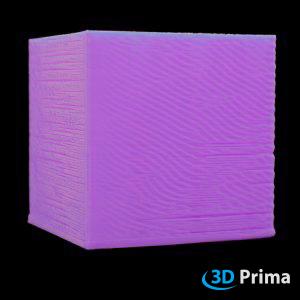
Vibrationen und Wellen verursachen auf der Oberfläche des 3D-Drucks Unebenheiten.
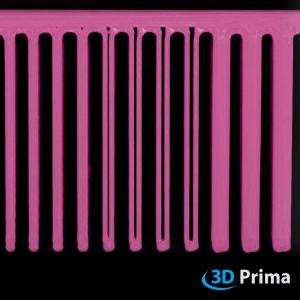
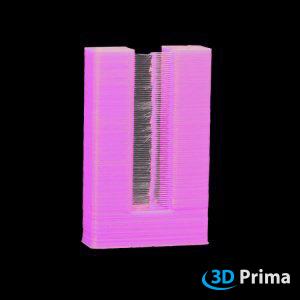
Es befinden sich Lücken zwischen den dünnen Wänden des 3D-Drucks, an denen sich die Außenbahnen nicht berühren.
Sehr kleine Merkmale werden nicht 3D-gedruckt oder fehlen in der Softwarevorschau.
Die Extrusionsmenge variiert tendenziell und ist nicht gleichmäßig genug, um eine genaue Form zu erzeugen.
Warping oder Verziehen von großen Teilen kommt insbesondere bei Hochtemperatur-Materialien vor.
Die Oberflächenqualität der 3D-Drucke ist an den Stellen schlecht, an denen sich Stützstruktur befindet.
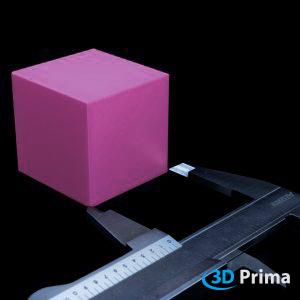
Die Maßhaltigkeit der 3D-gedruckten Teile stimmt nicht mit den Maßen aus den CAD-Zeichnungen überein.
Bei frei schwebenden Überhängen kommt es zu einer schlechten 3D-Druck-Qualität. Häufige Probleme, Ursachen & Lösungen beim 3D-Druck Unter diesem Abschnitt wird jedes oben kurz angeschnittene Problem einzeln aufgeführt. Die Ursachen des jeweiligen Problems werden aufgeführt und dir Lösungswege aufgezeigt. Keine Extrusion zu Beginn des 3D-Drucks Keine Sorge – dieses Problem kommt bei neuen 3D-Druckerbesitzern sehr häufig vor. Zum Glück lässt es sich sehr einfach lösen! Wenn dein Extruder zu Beginn des 3D-Drucks keinen verflüssigten Kunststoff extrudiert, gibt es vier mögliche Ursachen. Im Folgenden findest du die einzelnen Punkte und Erklärungen, welche Einstellungen dir zur Lösung des Problems helfen. Der Extruder ist vor Beginn des 3D-Drucks nicht richtig mit Material befüllt Bei hohen Temperaturen der Extruder neigen viele dazu heißen flüssigen Kunststoff auslaufen zu lassen. Der heiße Kunststoff in der Nozzle sickert oftmals aus der Nozzle heraus. Dies erzeugt einen Hohlraum an Material im Inneren der Nozzle, da der Kunststoff herausgelaufen ist. Dieses Heraussickern im Leerlauf tritt häufig am Anfang jedes 3D-Drucks auf. Genau dann, wenn du deinen Extruder zum ersten Mal vorheizt. Auch am Ende des 3D-Drucks, während der Extruder langsam abkühlt, kann Filament heraussickern. Wenn dein Extruder durch das Herauslaufen etwas Kunststoff verloren hat, ist es wahrscheinlich, dass er beim nächsten Versuch zu extrudieren einige Sekunden benötigt, bis der Kunststoff wieder aus der Nozzle herauskommt. Beim nächsten 3D-Druck nach einem Nozzle-Wechsel, kannst du die gleiche verzögerte Extrusion feststellen. Um dieses Problem zu lösen, stelle bitte sicher, dass dein Extruder vor dem nächsten 3D-Druck Material extrudiert. Eine gängige Methode, dies zu tun, ist der Aufnahme eines sogenannten Skirts (3D-gedruckte Bahn neben dem eigentlichen Objekt). Das Skirt zieht einen Kreis um dein Teil und legt Kunststoff auf die Bauplattform. Um sicher zu gehen, dass genug Material extrudiert wird, kannst du das Skirt vergrößern. Einige Anwender ziehen es auch vor Filament manuell vor dem 3D-Drucken zu Extrudieren. Die Nozzle startet den 3D-Druck mit zu geringem Abstand zum Druckbett Wenn sich die Nozzle zu nahe an der Oberfläche der Bauplattform befindet ist nicht genug Platz vorhanden um Material extrudieren zu lassen. Das Material-Loch der Nozzle ist blockiert, dadurch kann kein Kunststoff entweichen. Ein klares Indiez für diesen Fall ist, wenn der 3D-Drucker die erste Schicht nicht druckt und die zweite nur teilweise. Ab der dritten Schicht fertigt der 3D-Drucker die Schichten jedoch ganz normal. Levele deine Bauplattform erneut, sodass der Abstand zwischen Bauplattform und Nozzle der Dicke eines normalen DIN A4 Papiers entspricht. Alternativ kannst du den Abstand über einen geänderten Z-Offset ändern. Gibst du beispielsweise einen Wert von 0,10 mm für den G-Code Offset der Z-Achse eingeben, vergrößert sich der Abstand zwischen Nozzle und Druckbett um 0,10 mm. Erhöhe den Wert in kleinen Schritten. Diesen Schritt wiederholst du, bis genügend Platz zwischen der Nozzle und der Bauplattform vorhanden ist. Nun kann der flüssige Kunststoff ungehindert entweichen. Die Filament-Förderung wird durch Schleifen verhindert Die meisten FFF/FDM3D-Drucker arbeiten mit einem kleinen Materialförder-Zahnrad, um den Filament einzuziehen oder zu -drücken. Die Zähne des Zahnrads graben sich in das Filament. Durch den festen Griff kann der Extruder-Motor den Materialeinzug optimal steuern. Viele Kunststoffspäne und das Fehlen von Filament sind ein Indiz dafür, dass das Materialförderzahnrad nicht mehr greift. Hier erfährst du wie sich das Problem des Abgeschliffenen Filaments beheben lässt. Extruder-Verstopfung Wenn keiner der oben genannten Vorschläge das Problem lösen kann, ist es sehr wahrscheinlich, dass der Extruder deines 3D-Druckers verstopft ist. Ein Grund dafür können Fremdkörper in der Nozzle sein. Ein weiterer Grund kann „verbranntes“ Filament sein, dass sich zu lange im Extruder befindet. Weiterhin kann eine zu geringe thermische Kühlung des Extruders Ursache sein. Dadurch erweicht das Filament außerhalb der gewünschten Schmelzzone und das Materialförderzahnrad dreht durch. Die Reparatur eines verstopften Extruders kann eine Demontage des Extruders erfordern. Bitte kontaktiere uns, wenn du Fragen zum Wechsel hast – Alternativ frage deinen Händler oder Hersteller nach einer Lösung. Verwende beispielsweise Extruder-Reinigungs-Draht zum Entfernen von verbranntem Filament. Die erste Schicht des 3D-Drucks haftet nicht auf der Bauplattform Es ist sehr wichtig, dass die erste Schicht deines 3D-Drucks optimal auf der Bauplattform deines 3D-Druckers haftet. Nur eine gute Haftung der ersten Materialschicht führt auch bei nachfolgenden Schichten zu top 3D-Drucken. Eine schwache Haftung der ersten Schicht führt mit einer hohen Wahrscheinlichkeit zu Problemen während des 3D-Drucks späterer Lagen. Es gibt viele Möglichkeiten, wie du die Haftung des Materials auf der Bauplattform erhöhst. Nachfolgende sind einige Probleme und Lösungswege aufgeführt. Adhäsives/Druckbettkleber, wie PrimaFix helfen dabei, die Haftung deiner ersten Schicht zu erhöhen. Die Bauplattform ist nicht eben Viele 3D-Drucker verfügen über ein höhenverstellbares Druckbett mit mehreren Schrauben oder Knöpfen, über welche du die Ausrichtung des Druckbettes steuerst. Besitzt dein 3D-Drucker ein höhenverstellbares Druckbett und du hast Schwierigkeiten bei der Einstellung gehe wie folgt vor. 1. Überprüfe ob die Bauplattform flach und eben ist. 2. Wenn das Druckbett nicht waagerecht ausgerichtet ist, kann es sein, dass eine Seite des Druckbettes zu nah an der Nozzle ist, während die andere Seite zu weit entfernt ist. Damit du eine perfekte erste Schicht erreichst, benötigst du ein ebenes Druckbett. Viele 3D-Drucker besitzen integrierte intelligente Software-Funktionen, die dich durch das korrekte Nivellieren deiner Bauplattform führen. Alternativ nutzt du ein Blatt Papier, welches du zischen Nozzle und Bauplattform legst. Über die Stellschrauben wählst du den Abstand so, dass das Papier leicht klemmt, aber beim Herausziehen nicht reist. Die Nozzle deines 3D-Drucker ist zu weit von der Bauplattform entfernt Sobald du das Druckbett deines 3D-Druckers richtig nivelliert hast, musst du noch sicherstellen, dass die Nozzle im richtigen Abstand zur Bauplattform beginnt zu drucken. Ziel ist es, deinen Extruder in einem perfekten Abstand von der Bauplatte zu platzieren – nicht zu weit und nicht zu nah. Durch den richtigen Abstand zwischen Nozzle und Plattform stellst du sicher, dass dein Material perfekt auf der Druckoberfläche haftet. Einige Slicer – wie Simplify3D – bieten die Möglichkeit den Abstand in der Software anzupassen. Stelle deinen Abstand perfekt ein. Nutze den globalen G-Code Offset der Z-Achse, um sehr feine Anpassungen an deiner Nozzle-Position vorzunehmen. Wenn du beispielsweise -0,025 mm für den G-Code Offset der Z-Achse eingibst, beginnt die Nozzle mit dem Drucken 0,025 mm näher an deiner Bauplattform. Wichtig: Achte darauf, dass du an dieser Einstellung nur sehr kleine Anpassungen vornimmst. Da jede Schicht deines Bauteils in der Regel nur etwa 0,2 mm dick ist, kann eine kleine Anpassung großen Einfluss haben und die Nozzle in deine Bauplattform drücken. 3D-Drucke nicht zu schnell bei der ersten Schicht Gerade bei der ersten Schicht, solltest du darauf achten eine richtige Fertigungsgeschwindigkeit zu wählen. Wenn du die erste Schicht zu schnell druckst, hat der Kunststoff keine Zeit, sich mit der Oberfläche der Bauplattform zu verbinden. Aus diesem Grund ist es in der Regel sehr sinnvoll, die erste Schicht mit einer geringeren Geschwindigkeit zu drucken. So gibst du dem Kunststoff genug Zeit , sich mit dem Bett zu verbinden. Die innovative Slicer-Software Simplify3D bietet eine Einstellung für genau diese Funktion. Die meisten modernen Slicer bieten die Möglichkeit die Arbeitsgeschwindigkeit während der Fertigung der ersten Schicht zu reduzieren; 50% Geschwindigkeit sind sinnvoll. Hast du beim 3D-Drucken das Gefühl, dass dein 3D-Drucker zu schnell arbeitet bieten dir die meisten Geräte die Möglichkeit die Geschwindigkeit während des Fertigungsprozesses abzusenken. Temperatur- oder Kühleinstellungen richtig wählen Thermoplastische Kunststoff neigt dazu, beim Abkühlen von einer warmen Temperatur auf eine kühle Temperatur zu schrumpfen. 3D-Druckst du beispielsweise ein 200 mm breites Teil aus ABS-Kunststoff bei 230 °C, so trifft der heiße & flüssige Kunststoff auf eine „kalte“ Oberfläche der Bauplattform. Weiterhin besitzen die meisten 3D-Drucker Lüfter, die den Kühlvorgang beschleunigen, wenn du sie einschaltest. Kühlt dieses ABS-Teil auf eine Raumtemperatur von 30 °C ab, schrumpft das 200 mm breite Teil um fast 3 mm! Durch die Materialschrumpfung neigt der Kunststoff dazu, sich beim Abkühlen von der Bauplattform zu lösen; das sogenannte Warping. Bitte behalte diese Tatsache beim 3D-Drucken immer im Kopf. Falls du also beachtest, dass dein 3D-Druck zunächst auf der Bauplattform haftet, sich später jedoch krümmt und von der Bauplattform ablöst ist Warping der Grund. Zum Glück gibt es einige Mittel und Wege, wie du dem Warping erfolgreich entgegen wirken kannst. Zunächst einmal solltest du auf deiner Bauplattform eine richtige Druckbettauflage (PEI Sheet, Dauerdruckplatte, Malerklebeband, Kleber) oder weitere Adhäsives verwenden. Verfügt dein 3D-Drucker über einen Lüfter, deaktiviere diesen. Dadurch verzieht sich die erste 3D-gedruckte Schicht nicht und haftet besser auf deiner Druckplattform. Ist die erste Schicht erfolgreich gedruckt, so kannst du im Slicer die Leistung deines Lüfters mit jeder Schicht schrittweise von 0 % bis zu 100 % steigern. Verwendest du stark zu Warping neigende Thermoplasten, wie ABS-Kunststoff, lässt du den Lüfter am besten für den gesamten 3D-Druck deaktiviert. Die richtige Temperatur der Bauplattform spielt bei der Vermeidung von Warping deiner 3D-Drucke auch eine essentielle Rolle. Für stark zu Warping neigende thermoplastische Kunststoffe – wie ABS, PC, PEEK oder Ultem, stellst du bitte die Bauplattformtemperatur hoch ein (die genaue Informationen entnimmst du bitte den Materialdatenblättern deines Material-Herstellers). Idealerweise verfügt dein 3D-Drucker über einen geschlossenen Bauraum. Dies verhindert, dass kalte Luft auf dein Objekt einströmt und das Material schnell abkühlt. Das Warmhalten deiner 3D-Drucke über den gesamten Fertigungsprozess hinweg wirkt dem Warping stark entgegen. Perfekt ist es, wenn du einen 3D-Drucker mit geschlossenem und aktiv beheizten Bauraum nutzt. Durch den gewärmten Bauraum reduzierst du Warping auf das absolute Minimum. Die Oberfläche der Bauplattform Unterschiedliche Kunststoffe haften verschieden gut auf anderen Druckoberflächen. Daher nutzen 3D-Drucker beschichtete Bauplattformen. So verwenden beispielsweise viele 3D-Drucker eine BuildTak-Druckoberfläche auf ihrem Druckbett. PLA-Filament haftet beispielsweise sehr gut auf einer BuildTak-Oberfläche. Manche Hersteller setzen wärmebehandelte Glasoberflächen, wie Borosilikatglas ein. Dieses Material eignet sich beim Erwärmen sehr gut für die Verarbeitung von ABS . Möchtest du direkt auf die Oberflächen 3D-Drucken, achte bitte darauf, dass die Bauplattform frei von Staub, Fett oder Ölen ist. Die Reinigung deines Druckbetts mit etwas Wasser oder Isopropyl-Alkohol kann einen großen Unterschied machen. Auch wenn dein 3D-Drucker kein spezielles Plattformmaterial enthält, um die Haftung zu erleichtern, gibt es noch Hoffung! Glücklicherweise gibt es mehrere Arten von Adhäsives/Druckbettklebern, auf denen gängige 3D-Druckmaterialien super haften. Klebebandstreifen können leicht auf die Oberfläche der Bauplattform aufgebracht und einfach entfernt oder ausgetauscht werden, wenn du das Filament zum 3D-Drucken wechselst. So haftet PLA-Filament tendenziell gut auf blauen Malerband, während ABS tendenziell besser auf dem Kaptonband (auch bekannt als Polyimidfolie) haftet. Alternativ nutzt du Haarspray, Klebestifte oder spezielle Adhäsives auf der Bauplattform-Plattformen. Wir selbst arbeiten bei vielen Materialien mit PrimaFix. Auch Carbon-Folie eignet sich dafür die Haftung deiner 3D-Drucke signifikant zu erhöhen. Sei experimentierfreudig und finde das perfekte Adhäsive für deinen 3D-Druck. Wenn alles andere scheitert: Brims & Rafts Manchmal wirst du sehr kleine Teile 3D-drucken, die einfach nicht genügend Oberfläche besitzen, um auf der Oberfläche der Bauplattform zu haften. Mit vielen modernen Slicern, wie Cura oder Simplify3D, hast du mehrere Optionen um die auf der Druckoberfläche aufliegende Oberflächen zu vergrößern und somit die Haftung zu verbessern. Eine dieser Optionen wird als "Brim" (Rand) bezeichnet. Das Brim fügt zusätzliche Bahnen nahtlos an der Außenseite deines Bauteils hinzu. Ähnlich wie bei einem Hutrand vergrößert das Brim den Umfang & die Oberfläche, die in den Kontakt zur Bauplattform tritt. Ein weitere Möglichkeit die Oberfläche deines 3D-Drucks zu vergrößern ist das Hinzufügen eines Rafts (dt. Floß) zu deinem Bauteil. Das Raft kann analog wie ein stabiles Fundament beim Häuserbau gesehen werden. Durch den stabilen Untergrund vergrößert sich die Oberfläche, welche auf der Bauplattform aufliegt merklich und die Oberflächenhaftung wird gesteigert. In Kombination mit den bereits zuvor genannten Maßnahmen vergrößert das die Chance, dass deine 3D-Drucke gelingen um ein Vielfaches. Unter-Extrusion beim 3D-Druck In Slicern, wie Simplify3D oder Cura kannst du über Einstellungen bestimmen, wie viel Filament dein 3D-Drucker extrudieren soll. Leider geben heutige 3D-Drucker noch keine Rückmeldung darüber, wie viel Kunststoff tatsächlich die Nozzle verlässt. Somit ist es möglich, dass weniger Kunststoff aus der Nozzle austritt als von der Software erwartet (sog. Unterextrusion). In diesem Fall siehst du die Filament-leeren Lücken zwischen benachbarten Bahnen und Schichten deutlich. Der zuverlässigste Weg, um zu testen, ob dein 3D-Drucker genügend Kunststoff extrudiert oder nicht, ist der 3D-Druck eines einfachen 20 mm hohen Würfels mit mindestens 3 Außenbahnen. Überprüfe am Würfel, ob die 3 Außenschichten fest miteinander verbunden sind oder nicht. Gibt es Lücken in denen kein Filament ist, dann handelt es sich höchstwahrscheinlich um Unterextrusion. Sollten sich die 3 Außenschichten berühren und keine Lücken aufweisen, dann liegt aller Wahrscheinlichkeit ein anderes Problem vor. Für Unterextrusion gibt es verschiedene Ursache. Nachfolgend findest du die wichtigsten und mögliche Lösungswege. Falscher Filamentdurchmesser Als erstes solltest du überprüfen, ob du in deiner Slicer-Software den richtigen Filament-Durchmesser angegeben hast. Überprüfe, ob der eingestellte Wert in der Software mit dem Wert auf deinem Filament übereinstimmt. Du kannst den Durchmesser deines Filaments einfach bestimmen, indem du ihn mit einer Schieblehre nachmisst. Die meisten Filamente kommen in Durchmessern von 1,75 mm oder 2,85 mm. Auf der Verpackung findest du den richtigen Filament-Durchmesser angegeben. Lerne hier mehr über das richtige Filament für deine Anwendung. Erhöhung des Extrusionsmultiplikators Wenn der Filamentdurchmesser korrekt angegeben ist, du jedoch immer noch Probleme mit der Unterextrusion hast, dann solltest du den Extrusionsmultiplikator anpassen. Durch diese Einstellung, änderst du die Menge an extrudiertem Kunststoff (auch bekannt als Durchfluss) einfach ab. Viele Firmwares von 3D-Druckern bieten auch an den Extrusionsmultiplikator während des 3D-Drucks anzupassen. Wenn du den Extrusionsmultiplikator beispielsweise von 1,0 auf 1,05 erhöhst, bedeutet dies, dass dein 3D-Drucker 5% mehr Kunststoff extrudiert als zuvor. Beispielsweise für PLA ist es typisch, mit einem Extrusionsmultiplikator nahe 0,9 zu drucken. Bei ABS arbeiten die meisten Anwender mit einem Extrusionsmultiplikator nahe 1,0. Tipp: Versuche den Extrusionsmultiplikator um 5% zu erhöhen und drucke deinen Testwürfel erneut. So siehst du, ob noch Lücken zwischen den Außenbahnen existieren. 3D-Druck: Über-Extrusion Die 3D-Drucker-Software steuert die Materialextrusion deines Extruders. Sie stellt sicher, dass die richtige Menge an Kunststoff extrudiert wird. Die genaue Material-Extrusion ist ein wichtiger Faktor für eine gute 3D-Druckqualität. Heutzutage gibt jedoch kaum ein 3D-Drucker eine direkte Rückmeldung, wie viel Material tatsächlich extrudiert wird. Wenn die Extrusionseinstellungen nicht richtig konfiguriert sind, kann es sein, dass der 3D-Drucker mehr Kunststoff extrudiert, als die Software erwartet. Diese Überextrusion führt zu überschüssigem Kunststoff, der die Außenmaße und Oberflächenqualität negativ beeinflusst. Um dieses Problem zu beheben, musst du nur wenige Einstellungen in der verwendeten Slicer-Software nutzen. Eine detailliertere Beschreibung findest du im Abschnitt „Nicht genug extrudiertes Filament“. Prinzipiell gelten für eine Überextrusion die umgekehrte Einstellungen, wie für eine Unterextrusion. Wenn beispielsweise die Erhöhung des Extrusionsmultiplikators bei der Unterextrusion hilft, dann solltest du den Extrusionsmultiplikator bei Überextrusionsproblemen verringern. Löcher und Lücken in den oberen Schichten deines 3D-Drucks Um Filament und damit Kosten zu sparen, sind die meisten 3D-Druckteile mit einer durchgängigen Außenseite versehen. Im inneren sind sie teils hohl oder mit einer Waben-, Kasten oder Linenstruktur gefüllt. Weißt der Innenraum des Teils einen Füllgrad von 30% auf, bedeutet das, dass nur 30% des Innenraums aus verfestigtem Kunststoff bestehen. Der Rest ist ein leerer Raum. Diese Innere Struktur ist von einer durchgängigen Außenhaut umgeben. Lege in deinem Slicer fest, wie viele solide Schichten du oben, unten und außen an deinem Teil haben möchtest. Wenn du beispielsweise einen einfachen Würfel mit 5 oberen und unteren festen Schichten druckst, wird die Software 5 vollständig feste Schichten oben und unten auf dem 3D-Druck fertigen. Der restliche Innenraum bleibt leer. Diese Fertigungsweise spart eine enorme Menge an Kunststoff und Zeit. Wähle die Einstellungen in deinem Slicer so, dass die Bauteile an den kritischen, stark belasteten, Stellen durchgängig gefüllt und an den restlichen stellen mit einer leichteren Struktur versehen sind. Bei Löchern überprüfe bitte die gewählten Einstellungen in deiner Slicer-Software. Nicht genügend obere feste Schichten Die erste Einstellung, die überprüft und gegebenenfalls angepasst werden muss, ist die Anzahl der verwendeten oberen Schichten. Versuchst, eine 100% feste Schicht auf einen teilweise hohlen Infill zu drucken, wird das voraussichtlich nicht funktionieren. In diesem Fall neigt die Extrusionen auf die Festschicht dazu, in die leeren Räume zu fallen oder zu sinken. Aus diesem Grund benötigst du in der Regel mehrere feste Schichten am oberen Rand deines 3D-Drucks. Die Oberflächenqualität wird sich mit jeder zusätzlichen oberen Schicht verbessern. Als Faustregel gilt, dass der feste Abschnitt an der Oberseite deines 3D-Drucks mindestens 0,5 mm dick sein sollte. Bei einer Schichtstärke von 0,1 mm, benötigst du also mindestens 2 feste obere Schichten. Bei einer Schichtstärke von 0,2 mm empfehlen wir ein Minimum von 3 Schichten (2 Schichten wären nur 0,4 mm). Falls du auf der Oberfläche Löcher, Wellen oder eine unschöne Optik entdeckst, erhöhe die Anzahl der Schichten. Du hast beispielsweise 5 Schichten mit 0,1 mm hohen Bahnen gedruckt und die Ergebnisse sind noch nicht optimal? Versuche 2 bis 3 zusätzliche Schichten hinzuzufügen und überprüfe das Ergebnis erneut. Hinweis: Zusätzliche Schichten unten, außen und oben erhöhen nicht das Gesamtvolumen deiner 3D-Drucke. Dadurch verringert sich letztendlich nur der Innenraum deiner 3D-Drucke und nicht die äußeren Maße. Der prozentuale Infill ist zu niedrig Das Infill auf der Innenseite deines Bauteils dient als Grundlage für die darüber liegenden Schichten. Alle oberen Schichten werden auf dieses Infill aufgebaut. Ist der Füllgrad sehr niedrig, gibt es große Hohlräume im Inneren deiner Bauteile. Arbeitest du mit einem Füllungsanteil von nur 10%, sind die restlichen 90% des Innenraums deines Bauteils hohl und ohne Material, welches die oberen Schichten stützen können. Dies erzeugt einige sehr große Leerräume, auf welche die festen Schichten abgelegt werden müssten. Das extrudierte Material muss also sehr große Zwischenräume überbrücken. Versuche die Anzahl der oberen festen Schichten zu erhöhen und das Material muss nur kleinere Zwischenräume überbrücken. Überprüfe das Ergebnis und erhöhe gegebenenfalls das Infill erneut. Wenn dein Infill beispielsweise 20% betrug, versuche, einen Füllungsanteil von 40% zu verwenden. Dadurch verringern sich die Zwischenräum und es entsteht eine viel bessere Grundlage für die festen Schichten oben auf deinem 3D-Druck. Unter-Extrusion Du hast bereits versucht, den Füllgrad und die Anzahl der oberen festen Schichten zu erhöhen? Dennoch existieren immer noch Lücken in den Oberseiten deines 3D-Drucks? Wahrscheinlich handelt es sich um ein Problem der Unterextrusion. Das bedeutet, dass deine Nozzle weniger verflüssigtes Filament extrudiert, als deine Software berechnet hat. Um eine komplette Beschreibung des Problems und Lösungsvorschläge zu erhalten lese bitte bei Unter-Extrusion nach. Stringing oder Oozing – Haarartige Fäden Stringing (auch bekannt als Oozing, Haare oder Fäden ziehen) tritt auf, wenn kleine Kunststofffäden auf einem 3D-Druckmodell zwischen zwei Abschnitten zurückgelassen werden. Hauptursache ist in der Regel Austritt von flüssigem Kunststoff aus der Nozzle, während der Extruder von einem zu einem anderen zu fertigenden Abschnitt des 3D-Drucks fährt. Die meisten Slicing-Softwares besitzen Einstellungen um dem Stringing entgegen zu wirken. Die häufigste Einstellung, die zur Bekämpfung übermäßigen Stringings verwendet wird, wird als Retraction (Rückzug) bezeichnet. Ist der Rückzug aktiviert ist, wird nach dem 3D-Drucken eines Bauabschnitts deines 3D-Modells durch den Extruder das Filament nach hinten in die Nozzle zurückgezogen. Der Materialrückzug wirkt dem Auslaufen des flüssigen Filaments entgegen. Angekommen am nächsten Bauabschnitt, wird das Filament zurück in die Nozzle geschoben. Die Extrusion des Kunststoffs aus der Spitze beginnt erneut. Nachfolgend werden die wichtigsten Rückzugseinstellungen sowie einige andere Einstellungen, die zur Minimierung des Oozings verwendet werden können, wie z.B. die Temperatureinstellungen des Extruders, erläutert. Rückzugsabstand Die wichtigste Retraction-Einstellung ist der Rückzugsabstand. Diese bestimmt, wie weit das Filament aus der Nozzle herausgezogen wird. Im Allgemeinen gilt: Je mehr Material aus der Nozzle herausgezogen wird, desto geringer ist die Wahrscheinlichkeit, dass die Nozzle während der Bewegung ausläuft. Die meisten Direct-Drive-Extruder (Materialförderung sitzt direkt am Extruder-Kopf) benötigen nur einen Rückzugsweg von 0,5 bis 2,0 mm. Einige Bowden-Extruder bedürfen aufgrund des größeren Abstandes zwischen dem Extruderantriebszahnrad und der beheizten Nozzle einen Rückzugsabstand von bis zu 15 mm. Tipp: Versuche bei Oozing den Rückzugsabstand um 1 mm zu erhöhen und teste erneut, ob sich die Leistung verbessert. Rückzugsgeschwindigkeit Die nächste Einstellung, die du überprüfen solltest, ist die Einzugsgeschwindigkeit. Diese bestimmt, wie schnell das Filament aus der Nozzle zurückgezogen wird. Fährst du zu langsam ein, kann der heiße und flüssige Kunststoff aus der Spitze der Nozzle auslaufen. Das flüssige Material tritt somit schon vor seinem nächsten Einsatzort aus. Zieht die Materialförderung das Filament zu schnell zurück, kann sich das fadenförmige Filament vom heißen Kunststoff in der Nozzle lösen und das bereits flüssige Material wird gar nicht zurückgezogen. Im schlimmsten Fall greift das Materialförderungszahnrad gar nicht mehr und „schleift“ Teile des Filaments weg. Dadurch kommt es zu Fehlern in der nachfolgenden Materialförderung. Finde also den optimalen Geschwindigkeitsbereich heraus in dem der Materialrückzug am besten funktioniert. Meistens liegt dieser zwischen 1200 - 6000 mm/min (20-100 mm/s). Slicer wie Simplify3D kommen bereits mit vielen vorkonfigurierten Profilen. Diese Voreinstellungen geben dir einen ersten Anhaltspunkt, welche Einstellungen funktionieren können. Durch Probieren und Testen findest du die bestmöglichen Einstellung für deinen 3D-Druck mit deinem verwendeten Material. Eine zu hohe Temperatur Nachdem du die Rückzugseinstellungen überprüft hast, ist die nächsthäufigste Ursache für übermäßiges Stringing die Extrudertemperatur. Bei zu hoher Temperatur wird der Kunststoff im Inneren der Nozzle wesentlich flüssiger. Dadurch tritt er viel leichter aus der Nozzle aus. Bei einer niedrigen Temperatur ist der Kunststoff immer noch etwas fest und hat Schwierigkeiten aus der Nozzle zu extrudieren. Hast du das Gefühl die richtige Einstellungen gefunden zu haben, aber die Fäden gehen noch nicht weg? Reduziere die Extruder-Temperatur um 5-10 °C. Dies kann einen erheblichen Einfluss auf die endgültige 3D-Druckqualität haben. Stelle die Temperatur in deinem Slicer vor dem 3D-Drucken ein oder während des 3D-Drucks auf deinem Gerät selbst. Lange Fahrtwege zwischen den Arbeitsbereichen eines 3D-Drucks Stringing und Oozing kommen immer dann vor, wenn der Extruder zwischen einzelnen Arbeitsbereichen hin und her fährt. Die Länge der Fahrtwege hat einen großen Einfluss auf das Herauslaufen von flüssigem Filament. Kurze Fahrtwege wirken dem Stringing & Oozing entgegen. Bei weiten Fahrtwegen ist die Wahrscheinlichkeit wesentlich höher, dass das flüssige Material Fäden zieht. Die meisten modernen Slicer-Softwares optimieren die Fahrtwege und die Leerfahrten, sodass Oozing & Stringing minimiert werden. Wir empfehlen die Verwendung von Simplify3D. In vielen Fällen kann die Software sogar einen Fahrweg finden und das Überqueren eines offenen Raums vermeiden! Werden keine „Leerfahrten“ gemacht, so gibt es auch keine Stringing & Oozing. Fahrgeschwindigkeit Auch die Geschwindigkeit mit welcher der Extruder zwischen den einzelnen Bereichen fährt beeinflusst das Oozing und Stringing. Überprüfe die Einstellung der Fahrgeschwindigkeit deines 3D-Druckers. Die X/Y-Achsen-Bewegungsgeschwindigkeit stellt die horizontale Fahrgeschwindigkeit dar. 3D-Drucke mit einer höheren Reisegeschwindigkeit. Dadurch wird die Zeit kürzer zwischen den einzelnen Arbeitsbereichen. Durch eine schnellere Fahrgeschwindigkeit kann auch weniger flüssiges Material austreten. Deine 3D-Drucke kommen somit durch weniger Fäden und Strings aus. 3D-Druck - Überhitzung Beim 3D-Druck tritt erhitztes Filament mit einer Temperatur von 190 °C oder mehr Grad aus dem Extruder aus. Solange der Kunststoff heiß ist, lässt er sich biegen und kann leicht in verschiedene Formen gebracht werden. Durch Abkühlen wird der flüssige Kunststoff jedoch schnell fest und formbeständig. Finde das richtige Gleichgewicht zwischen Temperatur und Kühlung! So fließt der flüssige Kunststoff frei durch die Nozzle, gleichzeitig behält der Kunststoff durch das optimale Abkühlen seine angenommene Form bei, wird beständig und hält seine Form. Wenn das Gleichgewicht nicht erreicht wird, wirst du Probleme bei der 3D-Druckqualität feststellen. Die Konturen deines 3D-Drucks werden durch eine zu hohe Temperatur schmelzen und verschwimmen. Im Folgenden werden mehrere häufige Ursachen für Überhitzung untersucht und Lösungen aufgezeigt. Zu geringe Kühlung Die häufigste Ursache für Überhitzung ist, dass der Kunststoff nicht schnell genug gekühlt wird. In diesem Fall ändert der heiße Kunststoff beim langsamen Abkühlen unerwünscht seine Form. Beim 3D-Druck vieler Kunststoffe ist es am besten, wenn das flüssige Material schnell auf eine Temperatur abkühlt, bei welcher der Kunststoff erstarrt. Besitzt dein 3D-Drucker einen Lüfter, erhöhe die Leistung, um den Kunststoff schneller zu kühlen. In den gängigsten Slicern und bei den meisten 3D-Druckern kannst du die Lüftungs-Leistung nach deinem Wünschen einstellen. Stelle sie nach deinen Erfahrungen optimal ein. Diese zusätzliche Kühlung trägt dazu bei, dass du optimale 3D-Drucke erhältst. Verfügt dein 3D-Drucker über keinen fest verbauten Lüfter, so kannst du auch nachträglich einen Lüfter hinzufügen. 3D-Drucke bei zu hoher Temperatur Arbeitest du bereits mit einem Lüfter und stellst dennoch dieses Problem fest, solltest du versuchen, bei einer niedrigeren Temperatur zu 3D-drucken. Wenn der Kunststoff bei einer niedrigeren Temperatur extrudiert wird, kann er schneller erstarren. So behält er seine Form bei. Senke die 3D-Drucktemperatur um 5-10 ° Grad und prüfe das Ergebnis erneut. Achte darauf, die Temperatur nicht zu weit abzusenken. Ist der Kunststoff nicht heiß genug ist, kann er nicht durch die kleine Öffnung in der Nozzle extrudieren. Zu schnelles 3D-Drucken Beim schnellen 3D-Druck jeder einzelnen Schicht, kann es sein, dass nicht ausreichend Zeit zur Abkühlung bleibt. Jedoch ist eine ausreichende Abkühlung besonders wichtig für den 3D-Druck sehr kleiner Bauteile mit feinen Details. Selbst wenn dein 3D-Drucker mit einem Kühler ausgerüstet ist musst du gegebenenfalls die 3D-Druckgeschwindigkeit stark reduzieren. Nutze eine innovative Slicer-Software, wie Simplify3D, um partiell die Extrudertemperatur abzusenken. Beispielsweise bei Schichten, welche nur maximal 15 Sekunden zum 3D-Drucken benötigen, wird die Arbeitstemperatur deines 3D-Druckers stark verringert. Durch ein Absenken der Fertigungsgeschwindigkeit, können deine 3D-Drucke an den kritischen Stellen ausreichend abkühlen. Scheitern alle bisherigen Optionen: Versuche, mehrere Teile auf einmal zu fertigen Du hast bereits alle drei zuvor genannten Punkte ausprobiert? Dennoch kommt es immer noch Probleme mit einem Überhitzen? Keine Angst! Es gibt noch einen weiteren einfachen und genialen Trick. Erstelle eine Kopie des Teils, das du 3D-drucken möchtest. Alternativ kannst du ein zweites Objekt neben deinem ursprünglichen Bauteil fertigen. Beim 3D-Drucken von zwei Objekten benötigt dein 3D-Drucker länger um eine Schicht zu drucken. Durch die längere Dauer haben deine 3D-Drucke mehr Zeit abzukühlen. Dies ist eine einfache, aber sehr effektive Strategie zur Behebung von Überhitzungsproblemen. Layer Shifting – Ebenenverschiebung oder Fehlausrichtung Die meisten heutigen 3D-Drucker verwenden ein Open-Loop-Steuerungssystem. Dies bedeutet, dass die Steuerungssoftware des 3D-Druckers kein Feedback zur tatsächlichen Position rückmeldet. Beim 3D-Druck gibt die Steuereinheit den Befehl den Werkzeugkopf an eine bestimmte Stelle zu bewegen. Sie hofft, dass er dort ankommt. Fairerweise muss hier angemerkt werden, dass dies in den meisten Fällen sehr gut funktioniert. Die Schrittmotoren, die den 3D-Drucker antreiben sind recht leistungsstark. Weiterhin bestehen keine nennenswerten Lasten, die eine Bewegung des Werkzeugkopfes verhindern. Für den Fall, dass etwas schief geht, verfügt der 3D-Drucker keine Möglichkeit, dies zu erkennen. Hält ein Hindernis den 3D-Druck zeitweise auf, bekommt die Steuerungseinheit des Geräts darüber keine Information. Deshalb setzt das System den 3D-Druck auch nach einem Fehler einfach fort, als wäre nichts passiert. Bei einem Verschieben der Ebene (Layer Shifting) oder einer Fehlausrichtung sind somit fortlaufende Fehler die Folge. Im Folgenden findest du die wichtigsten Ursachen aufgezählt und bekommst Lösungsvorschläge. Der Extruder-Kopf bewegt sich zu schnell 3D-Druckst du mit sehr hoher Geschwindigkeit, ist es für die Steuerungsmotoren von deinem 3D-Drucker sehr schwer mitzuhalten. Versuchst du deinen 3D-Drucker schneller zu bewegen, als die Motoren arbeiten können, hörst du in der Regel ein Klickgeräusch. Dies kommt daher, da der Motor die gewünschte Position nicht erreicht und Schritte überspringt. Dein 3D-Druck wird dadurch fehlerhaft ausgeführt. Du hast den Eindruck, dass sich dein 3D-Drucker zu schnell bewegt? Versuchen die Fertigungsgeschwindigkeit um 50% zu reduzieren. Beobachte das Ergebnis und bessere gegeben falls die Einstellungen nach. Die Standard-3D-Druckgeschwindigkeit steuert die Geschwindigkeit aller Bewegungen, bei denen der Extruder aktiv Kunststoff extrudiert. Die X/Y-Achsenbewegungsgeschwindigkeit (auch Reisegeschwindigkeit oder Travel Speed) beeinflusst die Geschwindigkeit von horizontalen Bewegungen, bei denen kein Kunststoff extrudiert wird. Sobald eine dieser Geschwindigkeiten zu hoch ist, kommt es sehr Wahrscheinlich zu Verschiebungen. Durch eine langsamere Beschleunigung und eine anschließend stufenweise Reduzierung der Fahrgeschwindigkeit werden Fehler minimiert und der 3D-Druck läuft geschmeidiger. Probleme der Mechanik oder Elektronik Wenn die Fehlausrichtung einer Schicht auch nach einer Reduzierung der Fertigungsgeschwindigkeit anhält, liegt dies wahrscheinlich an mechanischen oder elektrischen Problemen bei deinem 3D-Drucker. Die meisten FFF/FDM-3D-Drucker verwenden Zahnriemen, mit denen sie über Schrittmotoren die Position des Werkzeugkopfes steuern. Diese Riemen bestehen typischerweise aus einem faserverstärktem Gummimaterial. Dadurch ist eine zusätzliche Zugfestigkeit gewährleistet. Mit der Zeit können sich diese Bänder dehnen und ausleiern. Die loseren Zahnriemen werden sehr wahrscheinlich die Fertigungsgenauigkeit negativ beeinflussen. Ist die Spannung zu locker, kann der Riemen auf der Antriebsrolle einfach durchdrehen. Die Extrudereinheit wird somit nicht oder zu wenig bewegt. Bei zu fester Installation des Riemens, kann dies ebenfalls zu Problemen führen. Der zu stark angezogene Zahnriemen führt zu übermäßiger Reibung in den Lagern. Dies überlastet die Motoren und sie können nicht mehr perfekt arbeiten. Die ideale Montage erfordert einen Riemen, der so eng anliegt, um nicht zu verrutschen, aber auch nicht zu eng ist. Denn dabei kann sich das Antriebssystem nicht leichtgängig bewegen. Erkennst du Probleme mit falsch ausgerichteten Schichten, solltest du überprüfen, ob die Riemen alle die richtige Spannung haben und keiner zu locker oder zu eng erscheint. Bist du der Meinung, dass ein Problem besteht, wende dich an uns oder den Hersteller des 3D-Druckers. Hier erhältst du Anweisungen zur Einstellung der optimalen Riemenspannung. Viele 3D-Drucker beinhalten auch Antriebsriemen, die von Riemenscheiben angetrieben werden. Sie sind mit einer kleinen Stellschraube (auch Gewindestift genannt) an einer Schrittmotorwelle befestigt. Diese Stellschrauben verankern die Riemenscheibe auf der Welle des Motors, so dass sich die beiden Teile im Gleichschritt drehen. Löst sich die Stellschraube, dreht sich die Riemenscheibe nicht mehr zusammen mit der Motorwelle. Nun dreht sich der Motor zwar, aber die Riemenscheibe und die Riemen bewegen sich nicht. In diesem Fall wird der Extruderkopf nicht zu der vorgesehen Position gefahren. Dies kann sich auf die Ausrichtung aller zukünftigen Ebenen des 3D-Drucks auswirken. Bei wiederkehrendem Layer Shifting, solltest du überprüfen, ob alle Motorbefestigungen richtig angezogen sind. Häufig führen auch elektronische Probleme dazu, dass der Extruderkopf nicht an die gewünschte Stelle fährt. Fließt zu wenig Strom zu den Motoren, fehlt ihnen die Energie zur Bewegung. Auch ein Überhitzen der Elektromotoren kann dazu führen, dass die Motoren zeitweise still stehen. In der Regel können sie nach dem Abkühlen sich wieder drehen. Die aufgeführten Ursachen können Gründe für einen Stillstand der Motoren sein. Daneben gibt es weitere Gründe für Layer Shifting. Keine stabile Verbindung zwischen den einzelnen Schichten Beim FDM/FFF-3D-Druck entstehen Objekte durch den schichtweisen Aufbau. Auf jede bereits existierende Schicht wird eine neue Schicht durch das Nebeneinanderlegen von Bahnen hinzugefügt. Um ein beständiges Endbauteil additiv zu fertigen, musst du sicherstellen, dass jede Schicht optimal mit der darunter liegenden Schicht verbunden ist. Sind die Schichten nicht ausreichend miteinander verbunden, kann sich dein 3D-Druck aufteilen. Nachfolgend nennen wir einige häufige Grunde für eine fehlerhafte Verbindung der Schichten und zeigen Lösungsvorschläge auf. Eine zu hohe Schichtstärke Standardmäßig besitzen die meisten Nozzles einen Durchmesser zwischen 0,3 und 0,5 mm. Bei der Material-Extrusion wird das durch Erhitzen verflüssigte Filament mit Druck durch die Düse der Nozzle gepresst. Dabei gilt, je höher die Auflösung, desto kleiner der Nozzle-Durchmesser, desto niedriger darf die maximale Schichtstärke sein. Bei jeder mittels FFF/FDM-3D-Druck erstellten Schicht muss stets die Schichthaftung gewährleistet sein. Als Faustregel gilt, dass die gewählte Schichtstärke mindestens 20% kleiner sein muss als der Nozzle-Durchmesser. Arbeitest du also mit einer 0,4 mm Nozzle, so darfst du maximal eine Schichthöhe von 0,32 mm auswählen. Bei einer höheren Schichtstärke ist die ideale Haftung auf der vorhergehenden Schicht nicht sichergestellt. Halten die einzelnen 3D-gedruckten Schichten nicht zusammen, so ist die Einstellung der Schichtdicke im Verhältnis zum Nozzle-Druchmesser zuerst zu prüfen. Reduziere die Schichtstärke und prüfe, ob sich deine 3D-Druckqualität verbessert. Finde hier die richtige Nozzle für deinen 3D-Drucker mit dem richtigen Düsen-Durchmesser. Eine zu niedrige Drucktemperatur Warmer, angeschmolzener Kunststoff verschweißt besser als kalter Kunststoff. Stellst du also eine schlechte Verbindung der einzelnen Schichten bei deinem 3D-Druck fest und du hast die Schichtstärke schon geprüft, so solltest du als nächstes einen Blick auf die Drucktemperatur werfen. 3D-druckst du beispielsweise PLA-Kunststoff bei 170°C, wirst du höchstwahrscheinlich feststellen, dass die Schichten deines Objekts nicht gut zusammenhalten. Dies liegt daran, dass PLA typischerweise bei 190 bis 220 °C verarbeitet wird. Nur so ist eine optimale Schichthaftung gewährleistet. Ermittle vor jedem 3D-Druck die Verarbeitungstemperatur deines Materials. Die Extrusionstemperatur steht auf der Verpackung deines Filaments. Bei einer schlechten Schichthaftung erhöhst du die Extruder-Temperatur um 10 °C. Anschließend bewertest du, ob sich die Schichthaftung verbessert. In jeder gängigen Slicer-Software sowie auf allen FFF/FDM-3D-Druckern kannst die die Extruder-Temperatur einstellen und ändern. Stripping/Schleifen – Durchdrehen des Materialförderzahnrads Die meisten FFF/FDM-3D-Drucker nutzen ein kleines Materialförderungszahnrad. Die Zacken dieses beißen sich in das Filament. Durch die Drehung und den festen Halt wird das Material eingezogen und in Richtung Heatblock geschoben. Ist der Materialfluss eingeschränkt, so staut sich das Filament zurück und das Materialförderzahnrad dreht durch. Dabei schleift es eine Mulde in das Filament. Der als "Stripping" bezeichnete Vorgang verhindert eine funktionierende Materialförderung. Du erkennst Schleifen an kleinen Material-Spähnen neben dem Materialförderungszahnrad am Extruder. Der Extruder dreht sich beim „Striping“ ohne das Material eingezogen wird. Nachfolgend findest du Ursachen und Lösungen für dieses ärgerliche und häufig verkommende Problem. Einstellungen für zu schnellen Rückzug Als erstes solltest du die Rückzugseinstellungen (Retraction) für deinen Extruder überprüfen. Ist die Einzugsgeschwindigkeit zu schnell oder du ziehst du viel Filament ein, überlastet das den Extruder und die korrekte Materialförderung wird behindert. Versuche als einfache Maßnahme die Einzugsgeschwindigkeit um 50% zu reduzieren. Überprüfe anschließend ob diese Veränderung den korrekten Materialfluss wieder herstellt. Erhöhe die Extrudertemperatur Auch eine zu geringe Extruder-Temperatur kann eine Ursache für Stripping sein. Erhöhe die Extruder-Temperatur und überprüfe den Materialfluss so lange bis du die maximal empfohlene Temperatur für dein verwendetes Material erreicht hast. Generell fließt Kunststoff bei höheren Temperaturen immer leichter. Die Umsetzung dieser Maßnahme kann also einen sehr großen positiven Einfluss auf deine 3D-Drucke haben. Zu schnelles 3D-Drucken Hast du selbst bei einer stark gesteigerten Extruder-Temperatur weiterhin mit Filamentschleifen zu tun, solltest du als nächstes die 3D-Druckgeschwindigkeit verringern. Dadurch dreht sich der Extrudermotor langsamer, das Filament wird über einen längeren Zeitraum extrudiert. Durch eine reduzierte Drehgeschwindigkeit des Extrudermotors können Schleifprobleme beseitigt werden. Du kannst diese Einstellung einfach in allen Standart-Slicern vornehmen. Verringere testweise deine Fertigungsgeschwindigkeit um 50% und prüfe, ob sich die Qualität deiner 3D-Drucke verbessert. Überprüfe deinen Extruder auf Clogging Nachdem du die aufgezählten Probleme beseitigt hast, aber immernoch ein Schleifen vorliegt gibt es eigentlich nur noch eine mögliche Ursache, das Verstopfen (Clogging deiner Extrudereinheit oder Nozzle). Im folgenden Punkt klären wir dich auf was Clogging ist und welche Maßnahmen du beim Verstopfen am besten triffst. Nutze beispielsweise diesen Filament-Reinigungsdraht. Verstopfte Extruder – Clogging Während seiner Lebensdauer schmilzt und extrudiert dein 3D-Drucker zig Kilogramm Kunststoff-Filament. Dabei muss der komplette geschmolzene Kunststoff durch eine Düse, welche nur einen sehr geringen Durchmesser besitzt. Dieser ist nicht viel dicker als ein menschliches Haar. Du kannst dir sicher jetzt schon vorstellen, dass die Verstopfung dieses winzigen Lochs nicht unwahrscheinlich ist. Meistens ist das vollständige oder teilweise Verstopfen der Nozzle auf Staus oder Verstopfungen im Inneren der Nozzle zurückzuführen. Dadurch findet das flüssige Filament nur noch eingeschränkt seinen Weg ins Freie. Clogging ist ein sehr häufiges und wirklich frustrierendes Ereignis beim Schmelzschicht-3D-Druck. Die gute Nachricht ist, dass du nachfolgend Maßnahmen gegen das Clogging findest. Schiebe das Filament manuell in den Extruder Als erste Maßnahme kannst du das Filament händisch in deinen Extruder schieben und ruhig etwas drücken. In der innovativen Slicer-Software von Simplify3D kannst du im Maschinenbedienfeld den Extruder auf die für dein Material geeignete Temperatur einstellen. Anschließend extrudierst du etwas Material in deinem 3D-Drucker. Während sich der Extrudermotor dreht, schiebst du das Filament zusätzlich händisch in den Extruder. Sehr häufig reicht diese zusätzliche Kraft aus, um das Filament über die Problemstelle erfolgreich hinwegzuführen. Lade Filament erneut Für den Fall der bestehenden Verstopfung entlädst du das Filament am besten aus deinem 3D-Drucker. Vergewissere dich, dass der Extruder auf die richtige Temperatur erwärmt wird. Anschließend ziehst du das verflüssigte Material aus dem Extruder zurück. Möglicherweise musst du zusätzliche händische Kraft aufwenden um das Filament zu bewegen. Sobald du das Filament erfolgreich entfernt hast, schneidest du mit einer Material-Zange (wird mit den meisten 3D-Druckern mitgeliefert) den durch schmelzen verformten oder beschädigten Teil des Filaments ab. Lade anschließend das Filament nach und prüfe, ob es nun erfolgreich extrudiert. Reinige die Nozzle Schlagen alle bisher aufgezählten Maßnahmen fehl, so hilft nur noch die Reinigung der Nozzle. Ein erfolgreiche Tipp ist deinen Extruder auf 100°C zu erhitzen. Anschließend ziehst du das Filament manuell heraus. Dabei nimmst du idealerweise gleich alle unerwünschten Ablagerungen mit und entfernst sie. Alternativ kannst du das erwärmte Material mit einem Filament-Reinigungsdraht durch den Extruder drücken. Hierbei kannst du ruhig etwas Kraft aufwenden. Aber Achtung: Bei zu viel Kraft kann dies den Extruder und seine Aufhängungen beschädigen. Für weitere Lösungswege kontaktiere uns oder den Hersteller deines 3D-Druckers. Stopp mitten im 3D-Druck Zunächst arbeitet dein 3D-Drucker korrekt und zuverlässig, dann aber stoppt er abrupt und mitten im 3D-Druck. Im Folgenden erläutern wir die häufigsten Ursachen und du bekommst Lösungsansätze zur Behebung der zahlreichsten Probleme. Besitzt dein 3D-Drucker Probleme bei der Materialextrusion lese dir bitte den Abschnitt über ein Stoppen der Extrusion durch Das Filament ist alle Zugegeben dieses Problem ist ziemlich offensichtlich, dennoch solltest du zuerst prüfen, ob sich noch genug Filament in deinem 3D-Drucker befindet. Ist deine Spule Filament leer, so legst du bitte eine neue Material ein. Im besten Fall verfügt dein 3D-Drucker über einen Filament-Run-Out-Sensor und erkennt ein Auslaufen des Filaments, stoppt deinen 3D-Druck und du kannst eine neue Spule einlegen. Stellenweise Abschleifung des Filaments Während eines 3D-Drucks dreht sich der Extrudermotor ständig. Er fördert das Filament und drückt es durch ein Loch in der Nozzle, der verflüssigte Kunststoff extrudiert. Versuchst du schnell zu drucken, so muss sehr viel flüssiger Kunststoff durch das enge Loch fließen. Dies kann den Extrudermotor überlasten und Filament wegschleifen. Dies geht so weit, bis kein Material mehr übrig ist, in welches das Antriebsrad greifen kann. Dreht sich der Extrudermotor, aber das Filament wird nicht eingezogen, dann ist Schleifen wahrscheinlich der Grund. Für mehr Informationen und Lösungsansätze zum Schleifen des Filaments lese bitte den speziellen Abschnitt darüber. Verstopfter Extruder Liegt keiner der bereits genannten Gründe vor, so ist der Extruder sehr wahrscheinlich verstopft. Überprüfe das Filament auf Sauberkeit und stelle sicher, dass sich kein Staub auf der Spule oder dem Material befindet. Der viele Staub auf dem Filament, kann sich im Inneren der Nozzle ansammeln und diese verstopfen. Es gibt noch mehrere weitere mögliche Ursachen für einen verschlossenen Extruder. Am besten liest du den speziellen Abschnitt darüber. Überhitzung des Extruder-Motortreibers Der Extrudermotor arbeitet während des 3D-Druckvorgangs unglaublich hart. Er dreht sich ständig vor und zurück um das Filament hineinzudrücken oder herauszuziehen. Diese schnelle Bewegungen benötigen viel Strom. Ist die Elektronik des 3D-Druckers nicht ausreichend gekühlt, kann es zu einer Überhitzung der Motortreiberelektronik kommen. Die Motortreiber verfügen zumeist über thermische Abschaltungen, welche den Motor bei zu hohen Temperaturen abstellen. In diesem Fall drehen sich die Motoren der X- und Y-Achse und bewegen den Werkzeugkopf des Extruders, aber der Extrudermotor bewegt sich überhaupt nicht. Die einzige Lösung für dieses Problem besteht darin, den 3D-Drucker auszuschalten und die Elektronik abkühlen zu lassen. Auch ein zusätzliche Lüftung des Treibers hilft bei der Problemlösung. Zu schwaches Infill beim 3D-Druck Um einen in sich starken 3D-Druck zu erhalten spielt Infill eine wesentliche Rolle. Auch wenn du das Innenleben deiner 3D-Druckenicht siehst, so ist es für die Gesamtstärke und Belastbarkeit entscheidend. Die Füllung verbindet die Außenschichten deines 3D-Drucks. Sie ist mitverantwortlich für ein gutes Aussehen und Struktur der Oberflächen, die auf die Füllung gedruckt werden. Wenn die Füllung schwach oder strähnig zu sein scheint, solltest du möglicherweise einige Einstellungen in der Software anpassen. So kannst du einem wichtigen Bestandteil deines 3D-Drucks zusätzliche Stärke verleihen. Verwende alternative Infill-Einstellungen Als erste Einstellungen solltest du die Muster-Struktur deines 3D-Drucks überprüfen. In den meisten Slicer-Softwares kannst du dich zwischen verschiedenen Mustern wählen. Dabei stehen zur Auswahl Waben-, Gitternetz-, ZickZack- und weitere Muster. Das "Internal Fill Pattern" bestimmt, welche Muster für das Innere deines 3D-Drucks verwendet werden sollen. Einige Muster verleihen deinem Objekt eine höhere Stabilität als andere. So sind beispielsweise Gitter, Dreiecks- und Vollwaben alle starke Füllmuster. Andere Musterbeschaffenheiten, wie Rectilinear und Fast Honeycomb können etwas Beständigkeit zugunsten einer schnellere Fertigungsgeschwindigkeit einbüßen. Treten Probleme beim 3D-Druck eines Musters auf, versuche mit einem anderen Muster zu additiv zu fertigen. 3D-Druckgeschwindigkeit reduzieren Die Füllung wird in der Regel schneller gedruckt als jeder andere Teil deines 3D-Drucks. Fertigst du die innere Füllung zu schnell, kann der Extruder mit der Geschwindigkeit nicht mithalten. Du wirst dies an einer Unterextrusion an der Innenseite deines Bauteils bemerken. Diese Unterextrusion führt tendenziell zu schwachen, strähnigen Füllungen, da die Nozzle nicht so viel verflüssigten Kunststoff extrudieren kann, wie die Software vorgibt. Du hast bereits mehrere Füllmuster ausprobiert, dennoch hast du weiterhin Probleme mit schwacher Füllung? Versuche die Druckgeschwindigkeit zu reduzieren. Die Fertigungsgeschwindigkeit legst du einfach in deiner Slicer-Software fest. Auch kannst du die Geschwindigkeit direkt auf deinem 3D-Drucker abändern. Passt du die "Standard-Druckgeschwindigkeit" an, so hat dies auch Auswirkungen auf die Fertigung deines Infills. 3D-druckst du standardmäßig mit 60 mm/s (3600 mm/min), verringere die Geschwindigkeit um 50%. Anschließend prüfst du, ob die Füllung im Inneren stärker und fester wird. Vergrößere die Breite der Füllung Beispielsweise mit der leistungsfähigen Slicer-Software Simplify3D kannst du die Extrusionsbreite des Infills ändern. 3D-Drucke zum Beispiel die Umrisse mit einer feinen Extrusionsbreite von 0,4 mm. Für die Füllung arbeitest du mit einer Extrusionsbreite von 0,8 mm. Dadurch entstehen dickere und stärkere Füllungswände. Dies verbessert die Festigkeit deines 3D-Druckteils erheblich. Meistens wird die "Infill Extrusionsbreite" als Prozentsatz der normalen Extrusionsbreite eingestellt. Gibst du beispielsweise einen Wert von 200% ein, sind die Füllbreiten doppelt so dick wie die Außenschichten. Bitte beachte bei der Anpassung dieser Einstellung, dass die Software auch den von dir angegebenen Füllgrad beibehält. Stellst du die Füllungsextrusionsbreite auf 200% ein, verwendet die Füllung für jede Linie doppelt so viel Kunststoff. Um somit den gleichen Füllgrad zu erhalten, müssen die Füllungsbahnen weiter auseinander liegen. Viele Anwender neigen unwissentlich dazu, das Infill prozentual zu erhöhen, nachdem sie die Breite der Infill-Bahnen gesteigert haben. Blobs und Zits Während deines 3D-Drucks muss der Extruder ständig anhalten und mit der Extrusion erneut beginnen, während er sich zu verschiedenen Bauabschnitten auf der Bauplattform bewegt. Die meisten Extruder sind sehr gut in der Herstellung einer gleichmäßigen Extrusion während des Betriebs. Bitte bedenken, dass jedes Aus- und Einschalten eine potentielle Fehlerquelle ist. Wenn du dir beispielsweise die Außenschicht deines 3D-Drucks ansiehst, wirst du möglicherweise kleine Erhebungen auf der Objekt-Oberfläche bemerken. Dies sind die Stellen, an denen der Extruder beim 3D-Druck jedes Abschnitts neu ansetzt. Der Extruder beginnt beim 3D-Druck der Außenhülle deines 3D-Modells jeweils an einer bestimmten Stelle. Nachdem er die Außenbahn gefertigt hat kehrte er an diese Stelle zurück. Diese Stellen werden allgemein als Blobs oder Zits bezeichnet. Wie du dir bestimmt vorstellen kannst, ist es schwierig, zwei Kunststoffteile miteinander zu verschweißen, ohne dabei eine sichtbare Naht zu erzeugen. Durch Werkzeuge in deiner Slicer-Software kannst du diese optischen Makel minimieren. Auch hier empfehlen wir die Nutzung von Simplify3D, um das Auftreten dieser Oberflächenfehler zu verringern. Retraction- und Auslaufeinstellungen Bemerkst du kleine Fehler beim 3D-Druck der äußeren Schichten, besteht der erste Schritt zur Fehlerbehebung darin genau zu beobachten, wie dein 3D-Drucker arbeitet. Entsteht der Fehler bereits in dem Moment, in dem der Extruder mit dem 3D-Drucken der äußeren Schicht beginnt? Oder erscheint es erst später, wenn der 3D-Druck der Außenbahn abgeschlossen ist und der Extruder zum Stillstand kommt? Tritt der Fehler sofort am Anfang der Fertigung der Außenbahn auf, ist es möglich, dass die Retractions-Einstellungen leicht angepasst werden müssen. Diese Option bestimmt die Differenz zwischen dem Rückzugsweg beim Anhalten des Extruders und dem Vorschub, der beim Wiederanfahren des Extruders genutzt wird. Bemerkst du gleich zu Beginn der Fertigung einen Oberflächenfehler, dann extrudiert dein Extruder wahrscheinlich zu viel Kunststoff. Du kannst den Retraction-Weg verringern, indem du einen negativen Wert für den zusätzlichen Neustartabstand angibst. Beträgt dein Rückzugsabstand beispielsweise 1,0 mm und der zusätzliche Wiederanlaufabstand -0,2 mm (bitte beachte das negative Vorzeichen), dann fährt der Extruder jedes Mal, wenn er stoppt, das Filament 1,0 mm zurück. Jedes Mal, wenn der Extruder jedoch wieder mit dem Extrudieren beginnt, drückt er nur 0,8 mm Filament zurück in die Nozzle. Stelle die Einstellung so ein, dass der Fehler nicht mehr auftritt, wenn der Extruder zunächst mit dem 3D-Druck der Außenschicht beginnt. Tritt der Defekt erst am Ende der Additiven Fertigung der Außenschicht beim Stillstand des Extruders auf, muss eine andere Einstellung angepasst werden. Diese Einstellung wird als Auslauf bezeichnet. Der Auslauf schaltet deinen Extruder kurz vor dem Ende der Fertigung der Außenbahn ab. Dies reduziert den Druck im Inneren der Nozzle. Aktiviere diese Option und erhöhe den Wert, bis du keinen Fehler mehr am Ende der Produktion – beim Stillstand – jeder Außenbahn bemerkst. Typischerweise reicht ein Auslaufabstand von 0,2 - 0,5 mm aus, um einen spürbaren Einfluss auf die Qualität der Außenbahn zu haben. Vermeide unnötigen Material-Einzug Die oben genannten Einstellungen für das Einfahren und Ausrollen können dazu beitragen Fehler beim Ein- und Ausfahren zu erzeugen. Versuche das Retraction vollständig zu streichen. Auf diese Weise muss der Extruder nie die Richtung ändern und kann eine schöne & gleichmäßige Extrusion fortsetzen. Besonders bei allen 3D-Druckern mit Bowdenextrudern ist das wichtig, da der lange Abstand zwischen Extrudermotor und Nozzle den Rückzug erschweren. Wie bereits im Abschnitt Stringing oder Oozing erwähnt, wird Retraction in erster Linie dazu verwendet, um ein Auslaufen von flüssigem Kunststoff während Bewegungen zu verhindern. Überquert die Nozzle jedoch keinen offenen Raum, so macht es nichts wenn flüssiges Material aus der Nozzle austritt. Die dadurch entstehenden Fäden entstehen im inneren deines 3D-Drucks. Sie sind von außen nicht sichtbar. Bei vielen Slicern, kannst du festlegen, dass ein Retraction nur beim Überqueren von freien Abschnitten angewandt wird. Dies vermeidet unnötiges Einziehen und optimiert dein 3D-Druck-Ergebnis. Optimiere den Fahrtweg des Extruders deines 3D-Druckers. Viele moderne Slicer, wie Simplify3D optimieren den Fahrweg des Extruders, und vermeiden generell, dass freie Abschnitte überfahren werden. Wenn der Extruder durch eine Änderung des Fahrweges das Überqueren der Kontur vermeiden kann, ist ein Zurückziehen des Filaments nicht erforderlich. Wähle die Position deiner Startpunkte aus Wenn du immer noch einige kleine Fehler auf der Oberfläche deines 3D-Drucks bemerkst, bieten einige Slicer auch eine Option, die Startposition auszuwählen. Klicke bei Simplify3D auf "Prozesseinstellungen bearbeiten" und wähle die Registerkarte „Layer“. In den meisten Fällen wählt die Slicer-Software die Positionen dieser Startpunkte so, dass die Fertigungsgeschwindigkeit optimiert wird. Jedoch hast du auch die Wahl den Startpunkt an eine andere Position zu legen. 3D-druckst du beispielsweise eine Statue, kannst du alle Startpunkte auf die Rückseite des Modells legen, sodass sie nicht so leicht sichtbar sind. Aktiviere dazu die Option "Startpunkt auswählen, der dem jeweiligen Standort am nächsten liegt" und gebe dann die XY-Koordinate ein, an der die Startpunkte platziert werden sollen. 3D-Druck: Lücken zwischen Infill und Außenschichten Jede Schicht deines 3D-Drucks wird aus einer Verbindung zwischen Außenschichten und Infill aufgebaut. Äußeren Schichten entstehen entlang der Außenbereiche deines Bauteils. Sie bilden ein starkes und präzises Äußeres. Als Infill wird das Material im Inneren des Bauteils bezeichnet. Es füllt die Außenschichten mit Material und verleiht ihnen Stabilität. Üblicherweise besteht das Infill aus einer musterartigen Füllung. Der Extruder fährt bei seiner Fertigung schnelle hin und her, um schnelle 3D-Druckgeschwindigkeiten zu ermöglichen. Da die Füllung im Inneren des 3D-Drucks ein anderes Muster verwendet als der Außenbereich deines Bauteils, ist es wichtig, dass diese beiden Abschnitte zu einer festen Verbindung verschweißen. Bestehen kleine Lücken zwischen dem Inneren und der Außenhaut solltest du mehrere Einstellungen überprüfen. Zu hohe Fertigungsgeschwindigkeit Um Fertigungszeit einzusparen wird das Infill deiner 3D-Drucke zumeist wesentlich schneller gefertigt, als das Äußere deines Bauteils. 3D-druckt die Füllung im Inneren des 3D-Drucks jedoch zu schnell, so ist die Zeit nicht ausreichend um sie mit den Außenschichten zu verschweißen. Hast du bereits die Überlappung mit der Umrandung vergrößert, aber immer noch Lücken zwischen der Außenhaut und der Füllung? Dann solltest du versuchen, die Fertigungsgeschwindigkeit zu verringern. Hast du beispielsweise zuvor mit 3600 mm/min (60 mm/s) gedruckt und die Haftung war unzureichend? Reduziere die Fertigungsgeschwindigkeit um 50% und prüfe, ob die Lücken zwischen der Umrandung und dem Infill sich schließt. Existieren keine Lücken bei einer niedrigeren Fertigungsgeschwindigkeit, erhöhe schrittweise den Speed. Diesen Vorgang wiederholst du, bis du die optimale Geschwindigkeit für deinen 3D-Drucker gefunden hast. Curling oder hochgezogene Kanten Curling oder hochgezogene Kanten der oberen Schichten treten meist bedingt durch zu hohe 3D-Drucktemperaturen auf. Das geschmolzene Filament wird bei einer sehr hohen Temperatur extrudiert. Kühlt das Material nicht schnell genug ab, kann es seine Form im Laufe der Zeit ändern und sich verziehen. Verhindere Curling, indem du jede 3D-gedruckte Schicht schnell abkühlst. Durch eine effiziente Kühlung verzieht sich das Material nicht bevor es erstarrt und fest wird. Sehe dir bitte den Abschnitt Überhitzung, Ursachen, Probleme und Lösungen an. Dort erhältst du eine detailliertere Beschreibung dieses Problems und erfährst genau wie du es löst. Kommt Curling oder Einrollen während des 3D-Drucks der ersten Schichten hinzu, lese bitte den Abschnitt über Warping. Kratzer auf der Bauteil-Oberseite deines 3D-Drucks Einer der Vorteile des 3D-Drucks besteht darin, dass jedes Objekt durch schichtweises Materialauftragen aufgebaut wird. Die Nozzle deines 3D-Druckers kann sich für jede einzelne Bahn einer Schicht frei zu jedem Bereich des Druckbetts bewegen. Die schnelle und freie Bewegung sorgt zwar für sehr kurze Druckzeiten. Du wirst jedoch feststellen, dass die Nozzle eine Markierung beim Überfahren bereits gedruckter Schichten hinterlässt. Da auf die oberste Schicht kein Material mehr aufgetragen wird, siehst du hier den Kratzer am deutlichsten. Der folgende Abschnitt geht auf verschiedene mögliche Ursachen ein und gibt Empfehlungen, welche Einstellungen angepasst werden können, um dies zu verhindern. Extrudieren von zu viel Kunststoff Als einer der ersten Maßnahmen solltest du überprüfen, dass nicht zu viel verflüssigter Kunststoff extrudiert wird. Kommt es zu einer Über-Extrusion, ist jede Schicht etwas dicker als vorgesehen. Dadurch wird die Spitze der Nozzle beim Überqueeren der Schicht höchstwahrscheinlich durch diese schrammen. Bevor du dir die andere Einstellungen ansiehst, solltest du sicherstellen, dass du nicht zu viel Kunststoff extrudierst. Bitte lese den Abschnitt Extrudieren von zu viel Kunststoff für weitere Details. Vertikaler Hub (Z-Hop) Hast du bereits die richtige Menge an Kunststoff-Extrusion geprüft? Dennoch bestehen weiterhin Probleme mit Kratzern der Nozzle auf der Oberfläche deines 3D-Drucks. Als nächstes solltest du dir die Einstellungen für den vertikalen Hub deiner Slicer-Software ansehen. Wenn du diese Option aktivierst, hebt sich die Nozzle bzw. senkt sich die Bauplattform beim Überqueren. Dadurch berührt die Nozzle nicht die obere Materialschicht und dein 3D-Druck bleibt frei von Kratzern. Bei Simplify3D aktivierst du diese Einstellung indem du auf "Prozesseinstellungen bearbeiten" gehst. Anschließend wählst du die Registerkarte Extruder. Löcher und Lücken in den Ecken der einzelnen Schichten Beim Anfertigen eines 3D-Drucks stützt sich jede neu gefertigte Schicht auf die darunterliegende Lage als Fundament. Auch die Menge an genutztem Filament ist stets ein Faktor, den du beachten musst. Deshalb solltest du auf ein Gleichgewicht zwischen der Festigkeit des Fundaments und der Menge an benötigtem Kunststoff achten. Ist das Fundament nicht stark genug, so wirst du Löcher und Spalten zwischen den einzelnen Schichten erkennen. Diese Fehler erkennst du typischerweise am deutlichsten in den Ecken, wo sich die Größe des Teils ändert (z.B. wenn du einen 20mm-Würfel auf einen 40mm-Würfel gedruckt hast). Änderst du die Größe, so musst du sicherstellen, dass du ein ausreichendes Fundament baust, um die Seitenwände des 20 mm Würfels zu stützen. Es gibt mehrere typische Ursachen für schwache Untergründe. Nachfolgend liest du die einzelnen Punkte und bekommst einen Überblick über die Einstellungen in deiner Slicer-Software. Auch hier empfehlen wir den Slicer Simplify3D. Zu wenige Außenschichten Das Hinzufügen von mehr Außenschichten zu deinem 3D-Druck wird die Festigkeit des Fundaments erheblich verbessern. Da das Innere deines Teils typischerweise teilweise hohl bzw. nur gering gefüllt ist, hat die Dicke der Außenwände eine signifikante Wirkung auf die Stabilität deines 3D-Drucks. Verdopple die Anzahl der Außenbahnen: Hast du beispielsweise zuvor mit zwei Außenschichten gedruckt, versuche den gleichen 3D-Druck mit vier Außenschichten, um zu sehen, ob die Lücken verschwinden. Nicht genügend feste obere Schichten Eine weitere häufige Ursache für ein schwaches Fundament ist, dass du nicht genügend feste Schichten 3D-gedruckt hast. Oftmals können dünne Schichten die darauf gedruckten Strukturen nicht ausreichend tragen. Hast du zuvor nur zwei obere feste Schichten gefertigt, verdopple die festen Schichten auf vier. Überprüfe, ob sich dadurch die 3D-Druckqualität verbessert. Zu niedriger prozentualer Infill Die letzte Einstellung, die du überprüfen solltest, ist der prozentuale Füllungsgrad deiner 3D-Drucke. Die oberen festen Schichten werden auf der darunter liegenden Füllung aufgebaut. Daher ist es wichtig, dass genügend Infill vorhanden sind, um diese Schichten zu tragen. Hast du zuvor beispielsweise mit einen Füllgrad von 20% gearbeitet, erhöhe diesen Wert auf 40%. Anschließend prüfst du, ob sich die 3D-Druckqualität verbessert hat. Hervorstehende Linien auf der Seite des 3D-Drucks Dein 3D-Druck besteht aus Hunderten von Einzelschichten. Wenn dein 3D-Drucker richtig funktioniert, erscheinen die Schichten wie eine einzige, glatte Oberfläche. Geht jedoch mit nur einer dieser Schichten etwas schief, ist das meist von der Außenseite des 3D-Drucks gut sichtbar. Diese fehlerhaften Schichten können wie Linien oder Grate wirken. Oftmals wiederholen sich die Defekte regelmäßig. Dies erkennst du an Linien, die sich in einem sich regelmäßigen Muster wiederholen. Der folgende Abschnitt befasst sich mit mehreren häufigen Ursachen für diese Probleme. Ungleichmäßige Extrusion durch schlechte Filament-Qualität Die häufigste Ursache für dieses Problem ist eine schlechte Filamentqualität. Bei ungleichmäßigen Durchmessern des Filaments, erkennst du die Folgen an den äußeren Schichten deines 3D-Drucks. Ändert sich der Filamentdurchmesser lediglich um 5%, so kann sich die Breite des aus der Nozzle extrudierten Kunststoffs um bis zu 0,05 mm ändern. Diese zusätzliche Extrusion erzeugt eine Schicht, die breiter ist als alle anderen. Das kannst du ganz einfach am Äußeren deines 3D-Drucks erkennen. Nur bei einer gleichmäßigen Filament-Extrusion erhältst du auch ordentliche 3D-Druckergebnisse. Für weitere mögliche Ursachen von Abweichungen lese bitte den Abschnitt ungleichmäßige Extrusion. Größere Temperaturschwankungen Die meisten 3D-Drucker verwenden PID-Controler, um die Extruder-Temperatur zu regeln. Ist dieser PID-Regler nicht richtig eingestellt, kann die Temperatur des Extruders während des 3D-Drucks schwanken. Aufgrund der Funktionsweise von PID-Reglern sind Temperatur-Schwankung häufig zyklisch, sodass die Temperatur mit einem Sinusmuster variiert. Wenn die Temperatur höher wird, fließt der Kunststoff anders als wenn er kühler ist. Die unterschiedliche Temperatur bedingt , dass die Schichten des 3D-Drucks unterschiedlich extrudieren. Sichtbare Rillen an den Seiten des 3D-Drucks entstehen. Ein optimal eingestellter 3D-Drucker sollte in der Lage sein, die Extrudertemperatur innerhalb einer Abweichung von +/-2 °C zu halten. Während des 3D-Druckvorgangs kannst du die Temperatur des Extruders über das verbaute Display im 3D-Drucker überwachen. Bei Schwankungen von mehr als 2 °C, musst du möglicherweise den PID-Regler neu kalibrieren. Bitte wende dich an uns oder den Hersteller deines 3D-Druckers um Hilfe zu erhalten. Mechanische Probleme deines 3D-Druckers Du hast deinen 3D-Drucker bereits auf ungleichmäßige Extrusion und Temperaturschwankungen geprüft und keinen Fehler gefunden? Es kann auch ein mechanisches Problem vorliegen, welches Linien und Rillen an den Seiten deines 3D-Drucks verursacht. Ruckelt oder vibriert das Druckbett beim 3D-Drucken, kann dies dazu führen, dass sich die Position der Nozzle ungewollt verändert. Dies bedeutet, dass einige Schichten etwas dicker sein können als andere. Diese höheren Schichten erzeugen Rillen an den Seiten deines 3D-Drucks. Häufig kommt es vor, dass die Gewindestange der Z-Achse, nicht richtig positioniert ist. Zum Beispiel aufgrund von zu viel Spiel oder schlechten Mikroschritt-Einstellungen der Motorsteuerung. Schon eine kleine Änderung der Bettposition kann einen großen Einfluss auf die Qualität jeder 3D-gedruckten Schicht haben. Vibrationen & Ringing – „Läuten“ Als Ringing (dt.: Läuten) wird ein welliges Muster, welches auf der Oberfläche deines 3D-Drucks auftritt, bezeichnet. Ursache dafür können Vibrationen oder eine unsaubere Führung sein. Oftmals treten diese Probleme auf, wenn der Extruder eine plötzliche Richtungsänderung durchführt, z.B. in der Nähe einer scharfen Ecke. 3D-druckst du einen 20 mm Würfel, muss der Extruder jedes Mal, wenn er einen anderen Abschnitt fertigt seine Richtung ändern. Die Massenträgheit des Extruders kann bedingt durch die schnelle Richtungsänderungen Vibrationen erzeugen. Diese sind auf dem 3D-Druck selbst sichtbar. Nachfolgend findest du die häufigsten Gründe für das Ringing. Zu schnelles 3D-Drucken Die häufigste Ursache für Ringing ist zu schnelles 3D-Drucken. Wechselt der 3D-Drucker plötzlich die Richtung, treten durch diese schnellen Bewegungen zusätzliche Kräfte auf. Dadurch können Vibrationen auftreten. Diese erzeugen unschöne Resultate beim auf den Oberflächen deines 3D-Drucks. Wenn du den Eindruck hast, dass dein 3D-Drucker zu schnell arbeitet, dann reduziere die Fertigungsgeschwindigkeit. Anschließend prüfst du, ob die 3D-Druckergebnisse besser werden. Beschleunigungseinstellungen der Firmware Die Firmware deines 3D-Druckers ist so optimiert, dass sie schnelle Richtungsänderungen vermeidet. Dein 3D-Drucker beschleunigt den Extruder in der Regel langsam und bremst ihn schrittweise, bevor er die Richtung ändert. Diese sanften Richtungswechsel wirken dem Ringing und Vibrationen entgegen. Erzielst du noch nicht das gewünschte Ergebnis, sorge dafür, dass dein 3D-Drucker seine Bewegungen noch langsamer ändert. Wiederhole den Schritt solange bis du dein Ergebnis optimal wird. Mechanische Probleme Hast du keine anderen Gründe für die Vibrationen und das Läuten festgestellt, so können auch „einfache“ mechanische Probleme ursächlich sein. Beispielsweise eine lose Schraube oder eine gebrochene Halterung können Grund dafür sein, dass es zu übermäßigen Vibrationen kommt. Beobachte deinen 3D-Drucker während der Additiven Fertigung genau um zu erkennen was mögliche Fehler sind. Oftmals sind einfache mechanische Probleme Ursache für Vibrationen & Ringing. Löcher & Lücken in dünnen Wänden Dein 3D-Drucker verfügt über eine Nozzle mit statischem Düsendurchmesser. Versuchst du beispielsweise, eine 1,0 mm starke Wand mit einer Extrusionsbreite von 0,4 mm zu fertigen kommt es höchstwahrscheinlich zu Fehlern. Nehme einige Anpassungen vor und stelle sicher, dass dein 3D-Drucker eine vollständig stabile Wand erzeugt und keinen Spalt in der Mitte hinterlässt. Die leistungsstarke Software Simplify3D enthält bereits einige spezielle Einstellungen. Diese helfen dir dabei den Fehler von zu dünnen Wänden zu beheben. Nachfolgend findest du die wichtigsten Einstellungen. Einstellung für dünne Wände Bitte überprüfe bei Simplify3D zuerst die speziellen Einstellungen für dünne Wände. Um diese Einstellungen anzuzeigen, klicke auf "Prozesseinstellungen bearbeiten" und wähle die Registerkarte „Erweitert“. Die Software enthält verschiedene Optionen für den inneren dünnen Wandtyp. Bei der Standardoption wird normalerweise die "Lückenfüllung" genutzt, um kleinen Lücken zwischen den dünnen Wänden zu schließen. Dadurch entsteht ein ZickZack-Füllmuster, das sich an den Raum zwischen diesen dünnen Lücken anpasst. Die Software enthält jedoch auch eine weitere nützliche Option, welche diese dünnen Wände mit einem einzigen Durchgang füllen kann. Um diese Option zu aktivieren, ändere den inneren dünnen Wandtyp auf "Einzelne Extrusionsfüllung zulassen". Dabei wird ein dynamisches Einzelprofil verwendet, das sich in der Größe anpasst, um den Spalt zwischen diesen Wänden perfekt zu schließen. Ändere die Extrusionsbreite Auch eine Änderung der Extrusionsbreite hilft dir dabei bessere 3D-Druck-Ergebnisse zu erzielen. Fertigst du beispielsweise eine 1,0 mm dicke Wand, kannst du das schnellsten und beste Ergebnis erzielen, wenn du 0,5 mm Extrusionsbreite auswählst. Das Ganze funktioniert am besten bei Bauteilen mit relativ konstanten Wandstärken. Passe die von der Software erstellte Extrusionsbreite an, indem du auf "Prozesseinstellungen bearbeiten" klickst und die Registerkarte Extruder auswählst. Wähle eine manuelle Extrusionsbreite und gebe einen beliebigen Wert ein. Sehr feine Bestandteile, welche standartmäßig nicht gedruckt werden Die meisten 3D-Drucker besitzen eine fest eingestellte Nozzle-Größe. Sie bestimmt die Auflösung in XY-Richtung. Der am meisten genutzte Nozzle-Durchmesser ist 0,4 mm. 3D-Druck mit dieser Auflösung funktioniert auch für die meisten Teile sehr gut. Allerdings kannst du beim Versuch, extrem dünne Bereiche zu drucken, die kleiner als die Nozzle-Größe sind, Probleme bekommen. Für sehr dünne Bereiche (0,2 mm oder 0,3 mm) solltest du einen niedrigeren Nozzle-Durchmesser auswählen. Einzelne Extrusionswände aktivieren Die Slicer-Software Simplify3D beinhaltet einen speziellen Druckmodus, der extra für sehr dünne Wände und Außenmerkmale entwickelt wurde. Um diesen speziellen Modus zu aktivieren, klicke auf "Prozesseinstellungen bearbeiten", gehe zur Registerkarte Erweitert. Hier änderst du den externen Dünnwandtyp auf "Einzelne Extrusionswände zulassen". Speichere diese Einstellungen ab und kehre zur Simplify3D-Vorschau zurück. Du wirst feststellen, dass viele der dünnen Bereiche nun mit diesen speziellen Einzelprofilen gedruckt werden. Neukonzeption des Teils mit dickeren Merkmalen Hast du nach den oben genannten Maßnahmen immer noch Probleme mit zu dünnen Objekt-Bereichen, dann solltest du die Konstruktion deines Bauteils im CAD-Programm ändern. Sehe zu, dass du bei deinem CAD-Modell darauf achtest, dass du CAD-Modell keine zu dünnen Objektbestandteile enthält. Wenn möglich verdicke die kleinen Features. Anschließend importierst du dein 3D-Modell in deine Slicer-Software, wie Cura, Z-Suite oder Simplify3D und überprüfst deine Bauteil auf zu dünnwandige Bestandteile. Nutze eine Nozzle mit einem kleineren Durchmesser Leider ist es häufig nicht möglich, die Ausgangs-CAD-Datei zu ändern. Dies ist Vor allem der Fall, wenn du deine 3D-Datei aus dem Internet heruntergeladen hast (beispielsweise von Thiniverse). Sehr häufig kommt es vor, dass du ein 3D-Modell – als .stl, .obj. oder .3mf – von einer anderen Person verwendest. Auch in diesem Fall liegen die ursprünglichen CAD-Daten nicht mehr vor und können somit auch nicht mehr geändert werden. In diesem Fall gibt es nur eine Lösung: Du musst eine Nozzle mit einem geringen Durchmesser für deinen 3D-Drucker nutzen. Viele Extruder und Heatblocks arbeiten mit abnehmbaren Nozzles. Prüfe, ob für deinen 3D-Drucker Nozzles mit anderen Durchmessergrößen verfügbar sind. Hier findest du eine große Auswahl an Nozzles. Ungleichmäßige Extrusion Damit du Bauteile hoher Qualität und Präzision fertigst, muss dein 3D-Drucker stets eine gleichbleibende Menge an verflüssigtem Filament extrudieren. Ändert sich die Menge an extrudiertem Material währen der Additiven Fertigung eines Objekts, so hat das zumeist negativen Einfluss auf die 3D-Druck-Qualität. Erkenne inkonsistente Extrusionen daran, dass du deinen 3D-Drucker während der Fertigung genau beobachtest. Tritt beim 3D-Druck einer geraden Linie mit einer Länge von 20 mm kein gerader Strich sondern eine holprige Linie auf, so ist die Ursache zumeist eine ungleichmäßige Extrusion. Nachfolgend findest du die häufigsten Ursachen für inkonsistente Material-Extrusion sowie Tipps & Tricks zur Lösung. Das Filament klemmt oder verheddert sich Überprüfe als Erstes die von deinem 3D-Drucker genutzte Filament-Rolle. Stelle sicher, dass sich diese Spule frei drehen kann und sich der Kunststoff leicht von der Spule abwickeln lässt. Verheddert sich das Filament oder hat die Spule zu viel Widerstand, so kann sich die Rolle nicht komplett frei winden. Dies wirkt sich darauf aus, wie gleichmäßig das Filament durch die Nozzle extrudiert wird. Besitzt dein 3D-Drucker ein Bowden-Tube (ein kleines hohles Rohr, durch das das Filament geführt wird), kontrolliere, ob sich das Filament leicht und ohne zu großen Widerstand durch dieses Rohr bewegen kann. Bei zu großem Widerstand, reinige das Filament-Zuführungsrohr. Clogging – Verstopfter Extruder Du hast bereits dein Filament und seine Zuführung geprüft? Hier ist alles in Ordnung. Als nächstes solltest du kontrollieren, ob die Nozzle deines Extruders verstopft ist. Es ist möglich, dass sich in der Nozzle kleine Ablagerungen verbrannten Filaments oder Fremdkunststoffe befinden. Diese verhindern eine ordnungsgemäße Extrusion. Hier hast du die Option Material manuell über die Druckersteuerung zu extrudieren. Über Simplify3D kannst du deinem 3D-Drucker die Anweisung zur manuellen Filament-Extrusion erteilen. Achte darauf, dass der Kunststoff gleichmäßig extrudiert wird und austritt. Stellst du Probleme fest, musst du möglicherweise die Nozzle reinigen. Hier erfährst du, wie du die Nozzle deines Extruders manuell richtig reinigst. Sehr geringe Schichtstärke Wenn sich der Filament frei dreht und der Extruder nicht verstopft ist, überprüfe bitte die Einstellungen in deinem Slicer. 3D-Druckst du mit einer extrem niedrigen Schichtstärke von beispielsweise 0,01 mm, so hat der verflüssigte Kunststoff nur sehr wenig Platz, um die Nozzle zu verlassen. Der Abstand zwischen Nozzle und Druckbett beträgt nur 0,01 mm. Dies führt dazu, dass der Kunststoff Schwierigkeiten beim Verlassen des Extruders haben kann. Überprüfe nochmals, ob du eine angemessene Schichtstärke für deinen 3D-Drucker verwendest. Du kannst diese Einstellung einsehen, indem du auf "Prozesseinstellungen bearbeiten" klickst und die Registerkarte Layer auswählst. Arbeitest du bisher mit einer niedrigen Schichtstärke erhöhe den Wert und sehe, ob das Problem verschwindet. Falsche Extrusionsbreite Eine weitere Einstellung, die du in deinem Slicer (z.B. Simplify3D) überprüfen solltest, ist die Extrusionsbreite, die du für deinen Extruder festgelegt hast. Bei Simplify3D findest du diese Einstellung, indem du auf "Prozesseinstellungen bearbeiten" klickst und zur Registerkarte Extruder gehst. Für jeden Extruder kann seine eigene individuelle Extrusionsbreite festgelegt sein. Stelle sicher, dass du den entsprechenden Extruder aus der Liste auf der linken Seite auswählst, um die Einstellungen für diesen speziellen Extruder anzuzeigen. Ist die Extrusionsbreite deutlich kleiner als der Düsendurchmesser, kann dies zu Extrusionsproblemen führen. Als allgemeine Faustregel gilt, dass die Extrusionsbreite innerhalb von 100-150% des Nozzle-Durchmessers liegen sollte. Liegt die Extrusionsbreite weit unter dem Nozzle-Durchmesser (z.B. 0,15 mm Extrusionsbreite für eine 0,4 mm Nozzle), so kann dein Extruder keinen gleichmäßigen Filamentfluss erzeugen. Schlechte Qualität des Filaments Eine der häufigsten – bisher unerwähnten Ursachen – für die inkonstante Extrusion ist die Qualität des genutzten Filaments. Materialien minderer Qualität enthalten oftmals zugesetzte Additive, welche die Konsistenz des Kunststoffs beeinträchtigen. Auch können Filamente einen ungleichmäßigen Durchmesser aufweisen. Dies führt in den allermeisten Fällen zu einer ungleichmäßigen Extrusion. Weiterhin neigen viele Kunststoffe dazu, sich mit der Zeit abzubauen. So tendiert beispielsweise PLA zur Aufnahme von Luftfeuchtigkeit. Mit der Zeit verschlechtert dies die Druckqualität. Aus diesem Grund enthalten viele Kunststoffspulen ein Trockenmittel in der Verpackung. Dieses nimmt Feuchtigkeit aus der Spule auf. Bist du der Meinung, dass altes oder feuchtes Filament schuld an schlechten 3D-Drucken ist, so tausche das alte Material gegen eine Spule mit neuem Filament aus. Anschließend sollten die Probleme behoben sein. Mechanische Probleme mit dem Extruder Du hast bereits alle oben aufgezählten Optionen geprüft und immer noch Probleme mit der Material-Extrusion, dann solltest du nach mechanischen Fehlern deines Extruders suchen. Beispielsweise arbeiten die meisten Extruder mit einem Antriebsrad das scharfe Zähne besitzt, die sich in das Filament beißen. Durch den guten Griff kann der Extruder das Filament leicht hin und her bewegen. Viele Extruder beinhalten eine Einstellungsoption, über welche du festlegen kannst, wie stark sich die Zahnrädchen in das Filament beißen. Ist diese Einstellung zu locker, drücken sich die Zähne des Antriebszahnrads nicht weit genug in das Filament ein. Dies beeinträchtigt die Fähigkeit des Extruders, die Position des Filaments genau zu steuern. Überprüfe, ob dein 3D-Drucker die Einstellungsmöglichkeiten besitzt. Warping – Verzug Du hast mit deinem 3D-Drucker die erste Materialschicht mit einer guten Haftung auf dem Druckbett gefertigt. Nach dem Fertigen von weiteren zusätzlichen Schichten kräuselt sich dein Bauteil an den Ecken. Diese Problematik tritt vor allem bei größeren 3D-Drucken auf. Diese Kräuselung kann so stark sein, dass sie tatsächlich dazu führt, dass sich ein Teil deines 3D-Drucks vom Druckbett löst und der gesamte 3D-Druck schließlich misslingt. Dieses Verhalten ist besonders häufig beim 3D-Drucken sehr großer oder sehr langer Teile mit Hochtemperaturmaterialien wie ABS, PC, Nylon, PEEK, Ultem oder ähnlichen Materialien. Der Hauptgrund für dieses Problem ist die Tatsache, dass Kunststoff beim Abkühlen zum Schrumpfen neigt. 3D-Druckst du beispielsweise ein ABS-Teil bei 230°C und lässt es dann auf Raumtemperatur abkühlen, schrumpft es um fast 1,5%. Für viele große Teile kann dies mehrere Millimeter Schrumpfung bedeuten! Im weiteren Verlauf des 3D-Drucks verformt sich jede nachfolgende Schicht etwas stärker, bis sich das gesamte Teil zusammenzieht und vom Bett löst. Dies kann ein schwieriges Problem sein, das es zu lösen gilt. Hier findest du einige hilfreiche Vorschläge, welche dir den Einstieg erleichtern. Verwende ein beheiztes Druckbett Viele Maschinen sind mit einem beheizten Druckbett ausgestattet. Das kann helfen, die unteren Schichten deines Bauteils während des gesamten 3D-Drucks warm zu halten. Bei Materialien wie ABS ist es üblich, die Temperatur des Heizbettes auf 100-120°C einzustellen. Dies reduziert die Materialschrumpfung innerhalb der Bauteile deutlich. Um deine Heizbetttemperatur anzupassen, verändere die Einstellungen über das Menü deines 3D-Druckers. Alternativ legst du bereits bei der Erstellung deiner Druckdateien die optimale Druckbetttemperatur fest. Auf der Verpackung deines Filaments findest du die optimale Druckbetttemperatur. Für alle 3D Prima Filamente findest du die Temperaturangaben hier. Lüfterkühlung deaktivieren Wenn du häufige Probleme, Ursachen und Lösungen in diesem Artikel gelesen hast, so hast du bereits mitbekommen, dass auch die Kühlung einen großen Einfluss auf die Bauteilqualität hat. Viele Nutzer deaktivieren, externe Lüfter beim 3D-Drucken mit Materialien wie ABS vollständig. Durch eine reduzierte Lüfterstärke kühlen die bereits gefertigten Schichten langsamer und der Bauteil-Verzug verringert sich. Überprüfe die Lüftung auf der Bedienoberfläche deines 3D-Druckers oder in den Einstellungen deiner Slicer-Software. Bei Simplify3D überprüfst du die Lüfterdrehzahleinstellungen, indem du auf die Registerkarte Kühlung deiner Prozesseinstellungen klickest. Verwende ein beheiztes Gehäuse Ein beheiztes Druckbett kann die unteren Schichten deines Bauteils warm halten. Jedoch ist es nur über ein beheiztes Druckbett schwierig auch die oberen Schichten des 3D-Drucks warm zu halten. In dieser Situation ist es sinnvoll, deinen 3D-Drucker in einem Gehäuse zu platzieren. Das kann helfen, die Temperatur des gesamten Bauvolumens stabil warm zu halten. Viele 3D-Drucker verfügen deshalb schon ab Werk über einen geschlossenen Bauraum. Besitzt dein 3D-Drucker über ein beheiztes Gehäuse, achte darauf, dass die Türen während des 3D-Drucks geschlossen bleiben, damit die Wärme nicht entweicht. Brims, Rafts und Support-Strukturen Du hast bereits alle beschrieben Vorschläge ausprobiert, dennoch kräuseln sich die oberen Schichten deiner 3D-Drucke an den Rändern. Hier kannst du auch versuchen, einen Rand (Brim), ein Raft oder Support-Strukturen zu deinem 3D-Druck hinzuzufügen. Diese zusätzlichen Features helfen, die Objekt-Kanten unten zu halten und ein Verziehen zu minimieren. Wenn du mehr über diese Optionen erfahren möchtest, lese bitte unser Tutorial über Rafts, Ränder und Support-Struktur. Schlechte Bauteil-Oberfläche über Support-Struktur Ein häufiger Fehler und Beeinträchtigung von 3D-Druck-Qualität ist eine schlechte Oberfläche an der Stelle über der Support-Struktur. Viele Slicer unterstützen das Erstellen von Support-Material. Wir empfehlen auch hier Simplify3D. Mit diesem Slicer kannst du innovative Support-Strukturen schaffen und unglaublich komplexe Teile herstellen. Beim 3D-Drucken steiler Überhange hilft eine Stützstruktur diese zu fixieren und stabil zu halten. Nach dem fertigen 3D-Druck können die mit Simplify3D erstellten Support-Strukturen leicht vom eigentlichen Bauteil entfernt werden. Je nach deinen Einstellungen können jedoch einige Anpassungen erforderlich sein, um die Oberflächenqualität an der Unterseite deiner Bauteile zu verbessern. Hierfür ist eine optimierte Oberfläche der Support-Struktur, auf welcher anschließend dein Bauteil aufliegt entscheidend. Wir erklären dir die wichtigsten Einstellungen und wie sie sich auf deine 3D-Druck auswirken. Reduzierte die Schichtstärke deiner 3D-Drucke Die Qualität der Überhange deines 3D-Drucks können durch die Reduzierung der Schichtstärke erheblich verbessert werden. Reduzierst du beispielsweise die Schichtstärke von 0,2 mm auf 0,1 mm, erstellt dein 3D-Drucker doppelt so viele Lagen um dieselbe Höhe zu fertigen. Aus diesem Grund fertigt dein 3D-Drucker kleinere Schritte beim Erstellen eines Überhangs. Dies kann dazu führen, dass du bei einer Schichtstärke von 0,2 mm Stützstrukturen für Überstände über 45 Grad benötigst. Bei 0,1 mm Schichthöhe kann sich deine Überhangleistung auf 60 Grad verbessern. Das 3D-Drucken mit so wenig Support-Struktur, wie möglich hat 3 Vorteile: 1. Du sparst dir Filament und damit Kosten 2. Die Fertigungsdauer verringert sich (bei intelligent gewählter Schichtstärke) 3. Die Druckqualität auf der Unterseite deiner 3D-Drucke verbessert sich, da nicht mit Support-Material gearbeitet werden muss. Tipp: Wähle die nur niedrige Schichtstärken an der Außenseite und Bereichen, wo du direkt Überhänge realisierst. Infill und Bereiche ohne Überhänge druckst du mit regulärem Infill, um die Geschwindigkeit zu maximieren. Erhöhe den Infill prozentual Genau wie das Innere deines 3D-Drucks hast du die Möglichkeit auch die Dichte deiner Stützstrukturen anzupassen, indem du den Prozentsatz der Stützfüllung änderst. Hierbei ist es üblich, einen Wert von 20-40% zu verwenden. Du wirst feststellen, dass du diesen Wert erhöhen musst, wenn die unteren Schichten deines Teils zu stark hängen. Alternativ kannst du an unkritischen Stellen, mit wenig Infill arbeiten. An stark belasteten Stellen und Bereichen nutzt du einen hohen prozentalen Infill. Vertikale Trennschichten Die Herstellung von abnehmbaren Stützstrukturen erfordern ein ausgewogenes Verhältnis zwischen ihrer Höhe und der einfachen Demontage der Stützen. Bei zu starker Unterstützung, können sich die Stützstrukturen mit dem Bauteil verbinden. Dies erschwert die mechanische Trennung von Support und Bauteil. 3D-Druckst du mit wenig Support-Material, ist die Support-Struktur leicht zu entfernen. Hier kann es zu Problemen kommen, da das Teil möglicherweise nicht genug Fundament besitzt, um erfolgreich zu drucken. Bei vielen Slicern hast du die Möglichkeit die Support-Struktur anzupassen. Die Software Simplify3D ermöglicht es dir, die Separationseinstellungen anzugleichen. Dadurch hast du stets die Möglichkeit das richtige Gleichgewicht zwischen diesen verschiedenen Faktoren zu wählen. Bitte überprüfe zuerst die oberen vertikalen Trennschichten. Diese Einstellung bestimmt, wie viele leere Schichten zwischen der Support-Struktur und dem Bauteil verbleiben. 3D-Druckst du beispielsweise den Support mit dem gleichen Material wie dein Bauteil, so solltest du mindestens 1-2 vertikale Trennschichten verwenden. Wenn du keine Trennschichten verwendest und alles mit dem gleichen Material fertigst, kann sich der Support mit dem Teil verbinden und schwer zu entfernen sein. Um deine Druckqualität zu verbessern ist dies also eine der ersten Maßnahmen. Horizontaler Teileversatz Als nächste Trennungseinstellung, solltest du den horizontale Versatz von deinem Teil überprüfen. Diese Einstellung steuert den seitlichen Abstand zwischen deinem Bauteil und der Support-Struktur. Die vertikalen Trennschichten sorgen dafür, dass die Oberseite deiner Stützen nicht mit der Unterseite deines Bauteils verkleben. Der horizontale Versatz des Support-Materials verhindert ein Verkleben mit der Seite deines 3D-Drucks. Es ist üblich, für diese Einstellung einen Wert zwischen 0,2-0,4 mm zu nutzen. Experimentiere und sehe, was für deinen spezifischen Extruder und Filament am besten funktioniert. Verwende einen zweiten Extruder Glücklich bist du, wenn dein 3D-Drucker mit zwei oder mehr Extrudern ausgestattet ist. Du kannst eine deutliche Verbesserung deiner 3D-Drucke erzielen, indem du ein anderes Filament für deine Support-Strukturen verwendest als für dein Bauteil. 3D-Drucke deine PLA-Teile mit wasserlöslichem PVA-Filament als Support-Struktur. Die Modell- und Supportkonstruktionen mit unterschiedlichen Materialien kleben so nicht aneinander. Dadurch kannst du stabile Support-Struktur 3D-Drucken. Verwendest du ein anderes Material für die Support-Materialkonstruktion als für dein Bauteil, so kannst du die oberen vertikalen Trennschichten häufig auf Null reduzieren und den horizontalen Versatz zum Bauteil auf etwa 0,1 mm reduzieren. Maßhaltigkeit Die Maßhaltigkeit deiner 3D-Druckteile ist meist sehr wichtig. Insbesondere, wenn es sich um funktionale technische Bauteile handelt. Es gibt viele Faktoren, die diese Genauigkeit beeinflussen können. Dazu zählen z.B. Unter- oder Überextrusion, thermische Kontraktion, Filamentqualität und sogar die Ausrichtung der ersten Schicht. Die meisten Slicer enthalten mehrere Tools, die dir bei der Bewältigung dieser häufigen Probleme helfen, weshalb wir jedes einzelne im Folgenden näher erläutern werden. Aufprall der ersten Schicht Die Einstellungen für die erste Lage hat einen Einfluss auf die Maßhaltigkeit. Befindet sich die Nozzle zu hoch oder zu niedrig über der Bauplattform, kann das die nächsten 10-20 Schichten des Teils drastisch beeinflussen. Wenn du beispielsweise eine 0,2 mm dicke Schicht druckst, deine Nozzle aber nur 0,1 mm vom Druckbett entfernt ist, kann dieser zusätzliche Kunststoff eine erste Schicht bilden, die etwas zu dick ist. Nachfolgende Schichten können auch durch den zusätzlichen Kunststoff auf dieser Schicht negativ beeinflusst werden, der mehrere überdimensionale Schichten am Boden des Teils erzeugt. Bevor du also zu viel Zeit damit verbringst, die Maßhaltigkeit deiner 3D-Drucke zu perfektionieren, solltest du die Einstellung der ersten Schicht überprüfen. 3D-Drucke ein Modell mit 50-100 Schichten und dann Messe die oberen 20 Schichten. Die Deckschichten sind weit entfernt von der allerersten Schicht, die auf das Druckbett gedruckt wurde. Dadurch minimieren sich die Auswirkungen der Düsenpositionierung auf das spätere 3D-Druckergebnis. Bevor du mit den folgenden Abschnitten fortfährst, stelle sicher, dass deine Messungen diesen Richtlinien entsprechen. Unter- oder Über-Extrusion Nachdem du dich vergewissert hast, dass du genaue Messungen verwendest, die nicht von der Position der ersten Schicht beeinflusst werden, solltest du als nächstes den Extrusionsmultiplikator überprüfen. Diese Extrusions-Einstellung wirkt sich auf den Durchfluss für den gesamten 3D-Druck aus. Einen zu niedrigen Extrusionsmultiplikator erkennst du an Lücken zwischen den Außenschichten und Löchern in den Oberflächen. Weiterhin sind die Teile oftmals kleiner als die in der CAD-Datei vorgesehene Größe. Ist der eingestellte Extrusionsmultiplikator zu hoch, werden die obere Schichten sich nach oben wölben. Die Teile können dadurch größer werden als ursprünglich vorgesehen. Bevor du zu weitere Abschnitten übergehst, solltest du dich vergewissern, dass der Extrusionsmultiplikator richtig kalibriert ist. Weitere Informationen zu diesen Themen findest du in den Abschnitten Unterextrusion und Überextrusion. Konstante Maßfehler Du hast die obigen Schritte durchgeführt und die Ausdrucke haben immer noch nicht die richtige Größe. Jetzt kannst du in deinem Slicer die notwendigen Anpassungen durchführen. Nutzt du Simplify3D, so hast du die Möglichkeit, die Kanten deines 3D-Drucks präzise zu verschieben, um diese Unterschiede zu berücksichtigen. Diese Einstellung trägt die Bezeichnung "Horizontale Größenkompensation" und befindet sich auf der Registerkarte Sonstiges in deinen Prozesseinstellungen. Wenn du diesen Wert beispielsweise auf -0,2 mm setzt, wird dein Modell um 0,2 mm in X- und Y-Richtung verkleinert. Diese Einstellung funktioniert am besten, wenn der Maßfehler konstant ist, auch wenn du Modelle unterschiedlicher Größe produzierst. Wenn beispielsweise das Teil immer 0,1 mm zu groß ist, unabhängig davon, ob das Modell 20 mm breit oder 100 mm breit ist, kann diese Einstellung leicht diesen Unterschied erklären. Zunehmender Maßfehler Stellst du fest, dass der Maßfehler mit dem 3D-Drucken größerer Teile zunimmt, gibt es eine andere Einstellung, welche du anpassen kannst. Ist dein 3D-Druck beispielsweise 0,2 mm zu klein für ein 30 mm breites Teil, aber auf 0,6 mm zu klein für einen 90 mm breiten 3D-Druck, dann ist es wahrscheinlich, dass das Problem auf Materialschrumpfung beim Abkühlen zurückzuführen ist. Dies ist bei Kunststoffen, wie ABS, PC oder PEEK ein häufiges Problem, da Kunststoff beim Abkühlen zum Schrumpfen neigt. Die Slicer-Software Simplify3D bietet mehrere Optionen, die dir bei diesem Fall helfen. Zuallererst musst du den Schrumpfungsprozentsatz bestimmen. Im obigen Beispiel schrumpft das Teil um 0,2 mm über einen 30 mm 3D-Druck, so dass der Schrumpfungsprozentsatz 0,2 / 30 = 0,666% beträgt. Am einfachsten behebst du diesen Fehler durch ein Doppelklick auf dein Modell in der Simplify3D-Schnittstelle und die Skalierung auf 100,666%. Nimmst du diese Änderungen konsistent vor, kannst du auch eine Import-Aktion einrichten, um diese Skalierung bei jedem Import eines neuen Modells automatisch durchzuführen. 3D-Druck: Schlechte Überbrückung – Poor bridging Schlechte Überbrückung (Poor Bridging) kommt häufig beim FFF/FDM-3D-Druck vor. Brücken bezeichnen den 3D-Druck über freihängende Bereiche zwischen zwei oder mehreren Abschnitten deines 3D-Drucks. Bei längeren zu überbrückenden Objektbestandteilen musst du eventuell Support-Material hinzufügen. Kurze Brücken können meistens ohne Support-Material gefertigt werden. So sparst du dir Filament und Druckzeit. Wenn du zwischen zwei Punkten eine Brücke schlägst, wird der Kunststoff über den Spalt extrudiert. Er kühlt schnell ab und stellt eine solide Verbindung her. Um die besten Überbrückungsergebnisse zu erzielen, musst du sicherstellen, dass dein 3D-Drucker ordnungsgemäß mit den besten Einstellungen für diese speziellen Segmente kalibriert ist. Stellst du Durchhänge oder Spalten zwischen den extrudierten Segmenten fest, musst du möglicherweise deine Einstellungen anpassen, um die besten Ergebnisse zu erzielen. Nachfolgend findest du Gründe & Ursachen für schlechtes Bridging. Anschließend geben wir die Lösungen, damit du optimale 3D-Drucke erzielst. Überprüfe ob die passenden Überbrückungseinstellungen verwendet werden In vielen Slicern werden die Überbrückungssegmente in der Vorschau mit einer speziellen Farbe gekennzeichnet. So auch bei Simplify3D. Klicken in diesem Slicer auf "Druckvorbereitung", um in den Vorschaumodus zu gelangen. Anschließend änderst du dann den Einfärbemodus auf der linken Seite auf "Feature Type". Dabei wird für jeden Featuretyp eine andere Farbe verwendet, wobei die Überbrückungsbereiche gelb dargestellt sind. Verwende die Schieberegler am unteren Rand der Vorschau, um zu der Ebene zu scrollen, auf der Bridging-Profile zu sehen sind. Hier überprüfest du, ob diese Linien gelb dargestellt werden. Ist der Überbrückungsbereich nicht gelb dargestellt, gibt es zwei Einstellungen, welche du überprüfen solltest. Verlasse die Vorschau, klicken auf "Prozesseinstellungen bearbeiten" und gehe zur Registerkarte Sonstiges. Dort kannst du deine Brückeneinstellungen anzeigen. Die erste Option in diesem Abschnitt ist der "Schwellenwert für nicht unterstützte Bereiche". Dies ermöglicht es der Software, sehr kleine Brückenbereiche zu ignorieren und sich auf die größeren Brückenbereiche zu konzentrieren, die möglicherweise spezielle Einstellungen erfordern. Wenn du der Meinung bist, dass dein Brückenbereich nicht einbezogen wird, stelle sicher, dass der Brückenbereich größer als dieser Schwellenwert ist. Die zweite zu überprüfende Einstellung befindet sich am Ende dieser Liste. Standardmäßig verwendet Simplify3D spezielle Außenschichten-Einstellungen für alle äußeren Schichten, die als Teil eines Überbrückungsbereichs gedruckt werden. Alternativ kannst du aber auch Überbrückungseinstellungen für diese Bereiche verwenden. Aktiviere dazu die Option "Überbrückungseinstellungen auf Perimeter anwenden", speichere deine Einstellungen und kehre dann zur Simplify3D-Vorschau zurück. So kannst du deine Änderungen überprüfen. Überprüfe den Winkel, der für die Überbrückungsfüllung verwendet wird Simplify3D berechnet automatisch die beste Füllrichtung für deine Brückenregionen. Wenn du beispielsweise eine Brücke zwischen zwei auf der X-Achse ausgerichteten Säulen schlägst, ändert die Software automatisch die Füllrichtung für diesen Bereich. So ist sichergestellt, dass die Füllung auch entlang der X-Achse extrudiert wird. Dieses verbessert deine Erfolgs-Chancen. Falls du beobachtest, dass du schlechte überbrückende Resultate erhältst, mache bitte den Double-Check. So stellst du sicher, dass die Füllung in der korrekten Richtung ausgerichtet wird. Wenn du bereits überprüft hast, dass der Überbrückungsbereich in Simplify3D korrekt als gelber Überbrückungsbereich identifiziert wurde, sollte diese Änderung automatisch erfolgen. Wenn du jemals einen anderen Füllwinkel für diese Überbrückungsschichten ausprobieren möchtest, kannst du dies auch tun, indem du in deinen Prozesseinstellungen die Option "Festen Überbrückungswinkel verwenden" aktivierst. Verwende Support-Material für längere Brücken Als letzten Tipp für dich beim Lösen von Problemen beim Bridging empfehlen wir dir die Verwendung von Support-Material für längere Brücken. Glückwunsch, du hast dich durch unseren 3D Druck Guide gelesen. Du hast dir Ursachen und Lösungen für die gängigsten 3D Druck-Probleme in diesem Guide angelesen. Wir hoffen du hattest dabei Spaß. Wir sind bestrebt diesen Guide beständig zu aktualisieren und zu verbessern. Für Wünsche, Anregungen, Lob und Kritik sende uns deine Nachricht. Hier erfährst du mehr über Tipps, Tricks & Begriffe beim 3D Druck. ✔Du hast noch Fragen? Kontaktiere uns hier. |